



| Model: | SP-85 |
|---|---|
| Brand: | Superda |
| Origin: | Made In China |
| Category: | Construction & Decoration / Prefabricated Building |
| Label: | handrails machine , handrail kit , handrail form machin |
| Price: |
US $29800
/ pc
|
| Min. Order: | 1 pc |
| Last Online:12 Nov, 2023 |
Steel handrail tube roll forming machine for making triangle tube, mushroom tube, bread tube shapes etc special rail pipe.
Handrail Roll forming machine operation guide
1. Develop safe operating procedures. Do not touch the mold during the operation of the unit. If you need to touch it during work, your hands should be placed in the direction of the pipe. Operators should have fixed positions, not change at will, and keep a record of shifts.
2. Before driving, check whether the lubrication points of the steel square tube forming machine are filled with corresponding lubricants. Pay special attention to the high-speed lubricating grease that is relatively high-temperature resistant to the main shaft of the flying saw. Fill it once every two days, two or three times each time. It should not be added too much. If the heat dissipation is not good, it will cause excessive heating and even bearing dead.
3. The temperature of the welding extrusion is too high. It is recommended to use a synthetic composite aluminum-based grease (SY1414-80) that can withstand high temperatures and use under humidity conditions.
The large hexagonal nut and the upper pull plate should be adjusted at the same time to avoid that the squeeze roller is not perpendicular to the plane of the worktable, which may damage the thread of the squeeze roller. At the same time, pay attention to check the squeeze roller bearings. The working environment here is harsh and the bearings are easily damaged. If abnormalities are found, the bearings should be replaced in time to avoid greater damage.
4. Precautions for flying saw: pay attention to adjusting the flying saw one-way valve (the one-way valve of this machine is the air outlet throttle) so that the production speed of the flying saw trolley and the steel pipe is basically the same or slightly slower than the steel pipe speed, so that when sawing It can ensure the speed synchronization of the flying saw trolley and the steel pipe to avoid damage to the saw blade. Before starting each time, check whether the bolts of the driving parts of the flying saw are loose and whether the mechanical parts are damaged, and deal with it in time to avoid incidents. It is forbidden to stand before and after the flying saw is in operation to avoid injury.
5. Handrail forming machine should be dismantled and cleaned regularly according to the working conditions, the vertical roller device and the stolen goods in the welding seam extrusion device should be cleaned, and an appropriate amount of grease should be applied for rust prevention and lubrication. The horizontal roller frame should also be scrubbed regularly according to the situation to remove the dirt, and greased on the guide rail and screw rod on the inner side of the frame.
6. During the operation of the roll, the tightening of the nuts before and after the horizontal roll should be monitored. If the nuts are loosened, the machine should be stopped immediately to eliminate the fault.
7. When the electrode is reversed, the strip retreat distance generally does not exceed 300mm.
8. The upper and lower adjustment nuts in the same group of horizontal roller racks should be adjusted at the same time, so that the horizontal roller shaft is always in a horizontal state to avoid jamming and forced adjustment. When the square tube is produced by the round-to-square process, the lower shaft slider of the sizing horizontal roller and the lower sizing vertical roller should be raised according to the roll shape variable. The method of keeping the center unchanged makes the round square more smooth and reduces the resistance. small. If it is not raised, all deformations will appear on the top and the pipe will be pierced down, which will increase the resistance, waste electricity and increase equipment loss.
9. The upper and lower rolls of the open-hole horizontal roll stand should be able to accommodate the thickness of the strip and leave a gap, otherwise it is easy to cause steel rolling and damage the parts.
10. When adjusting the size and shape of the finished pipe, it is strictly forbidden to adjust the amount too large. After one roller rack is adjusted, the adjacent roller racks should also be adjusted accordingly to achieve the basically uniform load of each roller.
11. When the roll is installed, the inner hole and shaft should be coated with appropriate amount of oil, and the bearing should be coated with enough grease to facilitate loading and unloading. The coolant should be directed at the working surface of the roll and should not be directed at the bearings or other parts.
12. The equipment should be overhauled regularly, cleaned and maintained regularly.
Metal handrail forming equipment photo

Handrail forming machine technology (Steel tube thickness less than 3.5mm)
| Model | T-75 |
| Motor power | 7.5KW |
| Reducer | 350 type |
| Feed material | iron pipe |
| Feeding round tube diameter | 1.5 inch (cun) |
| Forming Roller | 8 forming + 2 straightening |
| Working speed | 10 meters / minute |
| Roller material | GCr15 heat treatment after finishing |
| Spindle material | 40Cr after quenching and tempering |
| Transmission mode | 1.2 inch chain sprocket drive |
Handrails are usually practical and decorative protrusions that are usually installed on stairs, railings, balconies, etc., and are members of railings or railings (top surface) for people to support when walking.
The materials are mostly wood, but also metal, plastic, terrazzo, marble, etc. It is required to be safe, firm, beautiful, with a smooth surface without sharp edges and corners.
The form can be designed at will, but the width is based on the principle of being able to hold it comfortably, generally 40-60mm, and the widest should not exceed 95mm, and it needs to be set continuously along the full length of the stairs and stair landing.
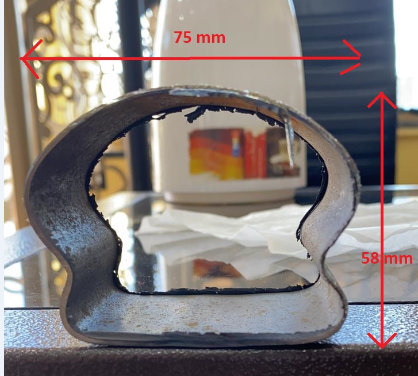
Metal Handrail Drawing after forming proce for mushroom shape photo
Input dia. 75mm round tube * T.1.25-1.5mm
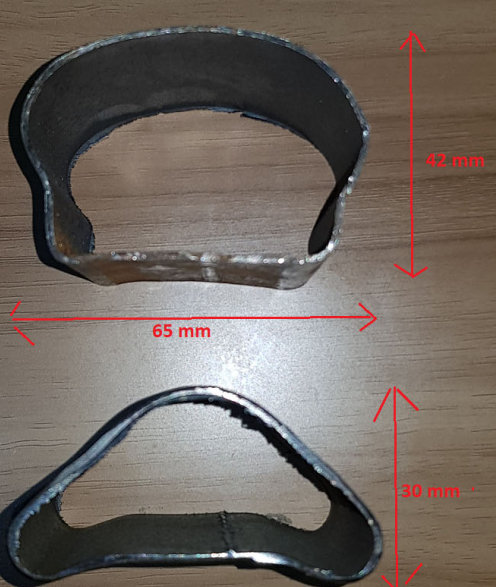
Metal Handrail Drawing after forming proce for triangle shape and bread shape photo
Input dia. 50mm round tube * T.1.25-1.5mm for triangle shape handrail
Input dia. 57mm round tube * T.1.25-1.5mm for bread shape handrail
Youtube handrail machine production video