来图订制 修整蜗杆行业砂轮专用电铸金刚石滚轮 电镀结合剂

| 型号: | 电铸法 |
|---|---|
| 品牌: | DJ |
| 原产地: | 中国 |
| 类别: | 工业设备 / 工具 / 磨具、磨料 |
| 标签︰ | 金刚石滚轮 , 电镀修整滚轮 , 金刚石修整砂轮 |
| 单价: |
¥2500
/ 件
|
| 最少订量: | 1 件 |
产品描述

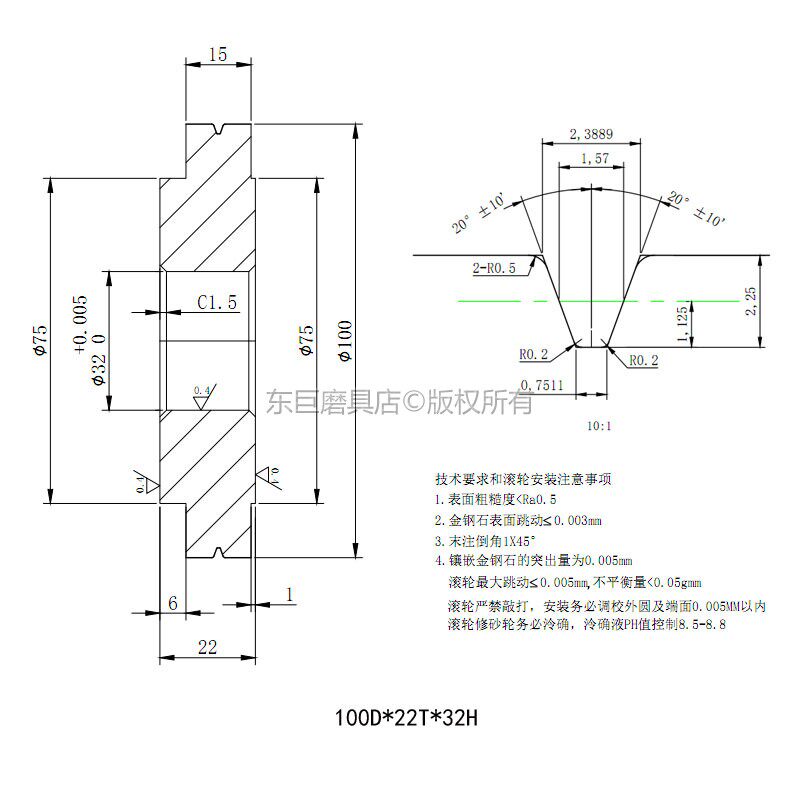
来图订制 蜗杆行业螺纹磨砂轮专用 金刚石修整滚轮 电镀法/烧结法 交期短 精度高

|
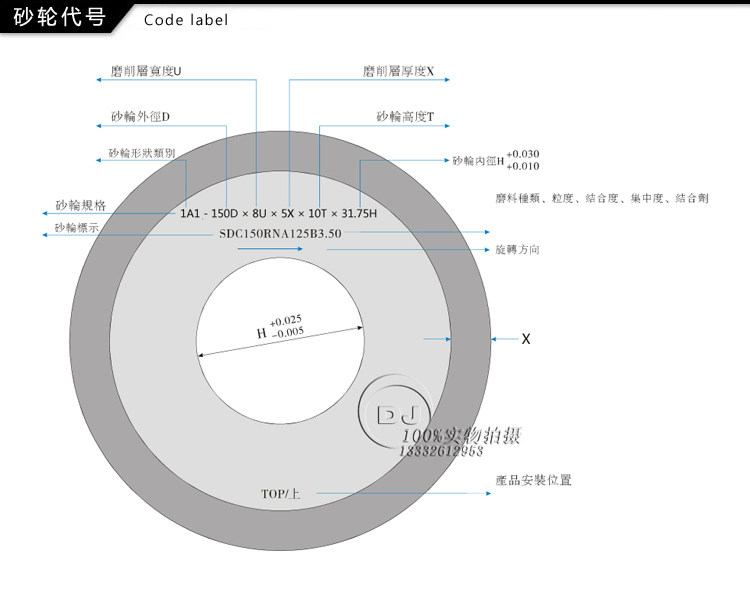
产品名称 |
金刚石修整滚轮 |
外径(D) |
100 |
|
|
磨料类型 |
金刚石 |
高度(T) |
22 |
|
|
结合剂类型 |
内镀法 |
内径(H) |
32 |
|
|
成型角度(V) |
40 |
修整宽度(X) |
15 | |
|
修整粒度范围(#) |
40# 60# 80# |
|||
|
使用范畴: 金刚石滚轮修整普通陶瓷砂轮或CBN砂轮,砂轮成型后再磨削零件,从而将金刚石滚轮的外形轮廓及精度、尺寸通过砂轮复制到被加工的零件表面。其特点是机床操作简单,对操作工人的技术要求不高,加工的产品精度一致性好,质量稳定,能显著提高生产效率和产品质量,降低制造成本,容易实现磨削加工自动化。与传统的单点金刚石笔修整相比,生产效率大幅度提高,且加工出的零件表面质量和精度更高,特别适合高精度、大批量生产中。
|
||||
















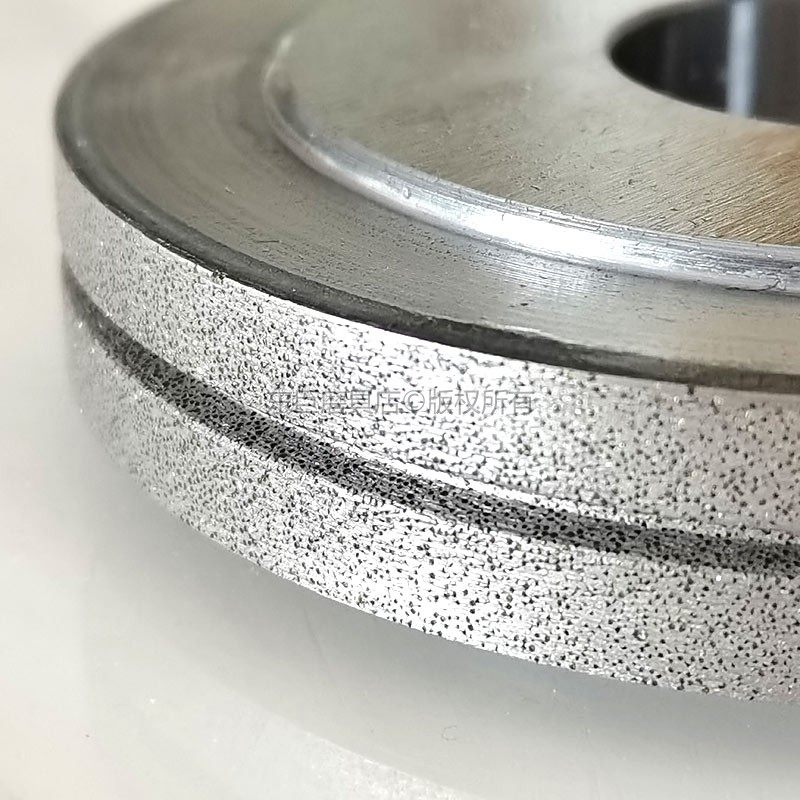








什么是金刚石滚轮(修整轮)?
金刚石滚轮,是用于大批量成型磨削的专用机床和齿轮磨床加工的高效率、高寿命、低成本的砂轮修整工具。
金刚石滚轮的工作原理
通过安装在磨床的修整装置上,金刚石滚轮修整普通陶瓷砂轮或CBN砂轮,砂轮成型后再磨削零件,从而将金刚石滚轮的外形轮廓及精度、尺寸通过砂轮复制到被加工的零件表面。其特点是机床操作简单,对操作工人的技术要求不高,加工的产品精度一致性好,质量稳定,能显著提高生产效率和产品质量,降低制造成本,容易实现磨削加工自动化。与传统的单点金刚石笔修整相比,生产效率大幅度提高,且加工出的零件表面质量和精度更高,特别适合高精度、大批量生产中。
滚轮使用注意事项
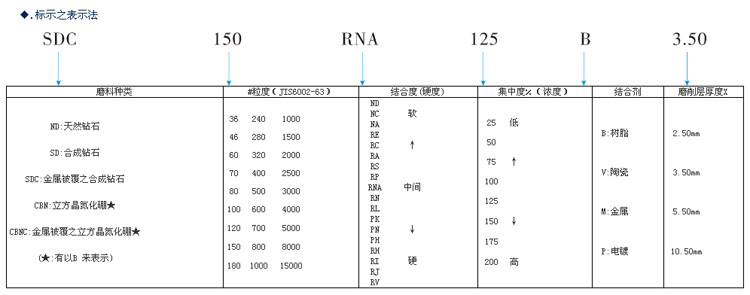
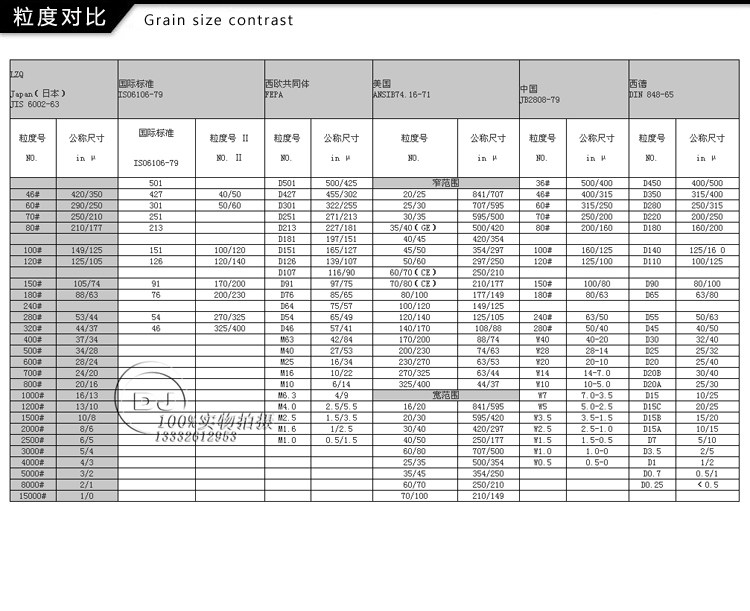
(1) 金刚石的粒度较被修整砂轮的粒度应粗一号,还要选择金刚石颗粒尺寸接近一致,颗粒形状近似球形,常用粒度为36 # ~100 # 。
(2) 通常采用滚轮与砂轮接触点处线速度方向同向、滚轮线速度与砂轮线速度之比( qd 值) 取+ 0. 3~ + 0. 7 较好,不得超过+ 1;修整时滚轮切入量以砂轮每转切入0. 5~1 μm 为宜,每次修整砂轮的总量应为0. 02~0. 04 mm;光修时间尽量压缩。
(3) 金刚石滚轮的制造误差应小于工件公差的1/ 2 左右,滚轮孔与安装轴承的配合间隙为2~4 μm。
(4) 可采用天然或人造金刚石,人造金刚石必须采用高强度等级钻石,如磨钢专用金刚石SCD或高强度金刚石SMD。
(5) 滚轮制造时,一般精度的滚轮可用外镀法和烧结法,高精度和复杂型面滚轮应用内镀法制造,同时进行磨削修整。
(6) 金刚石滚轮修整砂轮时必须遵守快进(不能碰上砂轮) →慢进(按需要的切入速度进给) →光修→退出的动作程序,不得错步,否则滚轮寿命难以保证。
金刚石滚轮的类别
东巨磨具店的工程师介绍,砂轮修整是磨削加工中的关键,而金刚石滚轮是效率较高的修整砂轮的工具,目前常用的滚轮制作方法有两种,一种是烧结的金刚石滚轮,还有一种是电镀的金刚石滚轮。电镀的金刚石滚轮制造工艺是各种制造方法中制造精度和制造型面复杂程度最高的方法,其形面精度在0.005mm以上,通常采用内镀法制作,它适合制造各种类型且复杂型面的工件。
烧结的金刚石滚轮相对于电镀金刚石滚轮来说,质量也是不错的,它采用的是人工植入金刚石颗粒,操作员用气摄把金刚石一颗颗的按规则放好,然后再将基体整个镶嵌,最后再制作其它的工艺。我们一般在选择加工超硬的材质时,一般我们优先使用烧结的金刚石滚轮来修整的,且烧结滚轮的寿命是优于电镀滚轮的。









会员信息
| 东莞市东城东巨磨具经营部 | |
|---|---|
| 国家/地区︰ | 广东省东莞市 |
| 经营性质︰ | 服务或其他 |
| 联系电话︰ | 13332612953 |
| 联系人︰ | 李国君 (销售经理) |
| 最后上线︰ | 2024/02/26 |
该公司相关产品信息
-

订做11C9优质合金碗型砂轮
¥120
-

订做V槽成型电镀砂轮1EE1V
¥320
-

角度成型砂轮 175D*10T
¥260
-

东莞厂家订做电镀强力开槽砂轮
¥360
-

粗砂平行电镀磨边轮
¥260
-

双斜边电镀金刚石砂轮
¥280
-

14A1U耐磨金刚石砂轮150
¥290
-

V槽成型砂轮 150D*8T
¥220
-

广东成型刀具订制 R5电铸金刚
¥330
-

多弧电镀磨槽砂轮 175D*1
¥600