东吉散热器摩擦搅拌焊散热器散热器厂家散热器定制加工

| 型号: | - |
|---|---|
| 品牌: | 东吉 |
| 原产地: | 中国 |
| 类别: | 工业设备 / 其他工业设备 |
| 标签︰ | 摩擦搅拌焊散热器 , 散热器 , 散热器厂家定制 |
| 单价: |
¥30
/ 件
|
| 最少订量: | 1 件 |
产品描述
-
摩擦焊散热器简介
摩擦焊相较传统熔焊最大的不同点在于整个焊接过程中,待焊金属获得能量升高达到的温度并没有达到其熔点,即金属是在热塑性状态下实现的类锻态固相连接。
相对传统熔焊,摩擦焊具有焊接接头质量高——能达到焊缝强度与基体材料等强度,焊接效率高、质量稳定、一致性好,可实现异种材料焊接等。
散热器采用摩擦焊接可解决高倍数超宽型材技术瓶颈,用两个或两个以上型材拼接实现超宽结构高密度型材,且模具开发成本低、周期短、稳定性高。混合摩擦焊接是一种纯机械、连续的固相连接方法。在混合摩擦焊接过程中,混合头转入焊机,混合头与焊接材料之间的摩擦产生摩擦热,使材料热塑性。当混合头向前移动焊接界面时,热塑性材料从混合头的前部转移到后部,在混合头的机械锻造下实现工件之间的固相连接。摩擦焊接工艺广泛应用于液体冷板的生产,东吉散热是冷板混合摩擦焊接的专家。摩擦焊接冷板可达到相同的厚度,但大于嵌入管的流量,并进一步降低热阻。特别是在处理复杂的流动通道和一些高、低流动通道时,它更灵活。该公司的最大混合摩擦焊接尺寸可达到1500个*1500mm,焊接深层为26mm。该材料适用于铝、铜等。由于焊接后的整体材料基本相同,可选择铬酸盐、导电氧化、阳极、镀镍等表面处理方法。由于焊接后的整体材料基本相同,可选择铬酸盐、导电氧化、阳极、镀镍等表面处理方法。
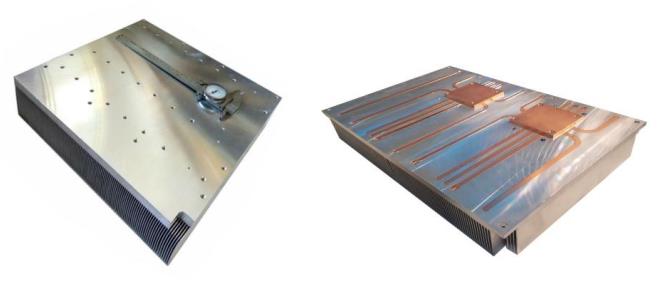
摩擦焊接散热器采用两种相同或不同的型材(一般为铝型材或铝合金),(摩擦焊机)采用摩擦焊接工艺焊接,实现超宽结构和极高密度,满足大功率散热需求。摩擦焊接散热器的形状与型材散热器相同,但尺寸更大,散热功率更高。
摩擦焊接散热器采用两种相同或不同的型材(一般为铝型材或铝合金),(摩擦焊机)采用摩擦焊接工艺焊接,实现超宽结构和极高密度,满足大功率散热需求。摩擦焊接散热器的形状与型材散热器相同,但尺寸更大,散热功率更高。
摩擦焊接散热器类型:散热器按换热方式分为辐射散热器和对流散热器。对流散热器的对流散热几乎占100%,有时称之为“对流器”;与对流散热器相比,其他散热器通过对流和辐射同时散热,有时称为对流和辐射散热“辐射器”。散热器分为铸铁散热器、钢散热器等材料。其他材料散热器包括铝、铜、钢、铝复合材料、铜、铝复合材料、不锈钢铝复合材料和池塘瓷散热器。
摩擦焊接散热器具有以下优点:1。实现了高倍率超宽体和大尺寸散热器的结构和制造,解决了型材散热器的技术瓶颈;2.摩擦焊无介质热的组合,相当于型材的一次挤压成型,达到原型材的导热率100%;3.开发成本低;4.开发进度短;5.混合摩擦焊接散热器稳定性高,维护方便。
与传统熔焊相比,摩擦焊最大的区别在于,在整个焊接过程中,待焊金属获得的能量升高所达到的温度没有达到其溶解点,即在热塑性条件下,金属是一种锻造固相连接。
与传统熔焊相比,摩擦焊接具有焊接接头质量高、焊接强度高、基材材料强度高、焊接效率高、质量稳定、一致性好、异质材料焊接等特点。
采用摩擦焊接的散热器可以处理高倍率超宽型材的技术瓶颈。超宽结构高密度型材采用两个或两个以上型材拼凑而成,模具开发成本低,周期短,稳定性高;依托R&D部门长期积累的数据,我们开发了多种标准型材,不断增加标准型材产品库,为用户提供更多拼凑方案。
液体冷却散热器的混合摩擦焊接工艺,包括检查盖板的质量和外观;将盖板放入基板台阶中;选择固定点或自动压力夹避免或两种固定操作固定在基板槽内;选择混合摩擦焊接方式进行焊接;铲毛边;从焊接设备的夹具上拆卸合适的盖板和基材;进行表面研磨处理;冷却处理,然后进行气密性检测;对气密性检测合格的产品进行激光编码、抽样检查和包装;本发明通过选择固定点或自动压力夹避免或两个固定操作,将盖板固定在基中,确保焊接质量和效率高,可防止盖板在焊接过程中移动和翘曲,并可节省预焊过程,确保盖板在焊接过程中不会产生位移,翘曲和基底接触不真实,从而提高焊接质量的稳定性.
铝合金液冷板窄台阶搭接搅拌摩擦焊工艺.冷板基材为6063铝合金,盖板材料A21铝合金.根据不同的焊接深度和窄台阶冷板,制定了窄搭接混合头,降低了轴肩总宽度和焊接压力,增加了材料的流动性.研究发现,4-2(焊缝深度可以通过改善搅拌头的尺寸和工艺参数来实现–台阶宽度,mm),窄搭接混合摩擦焊接6-4和9-6,焊接过程中定位预焊可以有效防止焊缝S型曲线的产生,前侧为6063或3A21时可以建立良好的焊缝。
与传统熔焊相比,搅拌摩擦焊在轻质材料连接方面具有明显的技术优势.随着新能源汽车的发展,为了达到更高的轻量化水平,提高车辆的续航里程,轻质材料得到了更多的应用.目前,搅拌摩擦焊已广泛应用于新能源汽车的三电系统,如电池包箱、液冷板、电机外壳、电控外壳等.随着全铝车身的发展,预计混合摩擦焊接将在车身连接中得到广泛的应用.
目前,在基础研究、工程技术、设备制造等方面,搅拌摩擦焊正在迅速发展。面对航空航天工业领域的发展计划和需求牵引,搅拌摩擦焊将在未来几年迎来快速发展和应用的高峰.搅拌、摩擦、焊接的应用和推广将提高毛巾囤积工业中铝合金、镁合金等轻合金材料的连接技术实力,进一步增强中国工业产品的竞争力。
铝合金材料及其焊接部件常用于供电系统的输变电领域。输变电侧焊接结构常采用5系列,耐腐蚀性好Al-Mg铝合金和导电性好的6系列Al-Mg-Si铝合金.重点介绍了铝合金水冷板散热器、气体绝缘电力线路中的混合摩擦焊接技术(GIL),气体绝缘金属封闭开关柜(GIS),通电导体等焊接部件的应用现状,以及混合摩擦焊接技术在电力行业的应用前景.指出混合摩擦焊接技术在电力行业的应用中具有巨大的潜力,但目前的应用仍处于初始阶段,需要充分考虑设备的电气特性,更详细地研究混合摩擦焊接的工艺性能和接头性能。




会员信息
| 东吉(东莞)散热科技有限公司 | |
|---|---|
| 国家/地区︰ | 广东省东莞市 |
| 经营性质︰ | 贸易商 |
| 联系电话︰ | 13358051631 |
| 联系人︰ | 张宏光 (销售) |
| 最后上线︰ | 2023/02/11 |
该公司相关产品信息
-

东吉散热器工业散热器变频器散热
¥30
-

东吉散热器5G基站散热器 运行
¥120