廠家直銷VMC850L2立式加工中心小型重切削機床

| 型號: | VMC850L2 |
|---|---|
| 品牌: | 大恆機床 |
| 原產地: | 中國 |
| 類別: | 工業設備 / 通用機械 / 機床 |
| 標籤︰ | VMC850 , CNC機床 , 立式加工中心 |
| 單價: |
¥180000
/ 件
|
| 最少訂量: | 1 件 |
產品描述


VMC850加工中心參數:
|
項目 |
單位 |
技術參數 |
|
|||||
|
工作範圍 |
X向行程 |
㎜ |
800 |
|
||||
|
Y向行程 |
㎜ |
500 |
|
|||||
|
Z向行程 |
㎜ |
500 |
|
|||||
|
主軸端面至工作台距離 |
㎜ |
110-580 |
|
|||||
|
主軸中心至立柱導軌面距離 |
㎜ |
560 |
|
|||||
|
工
|
工作台面積 |
㎜ |
900×450 |
|
||||
|
T型槽尺寸 |
㎜ |
3-18-125 |
|
|||||
|
工作台最大承重 |
㎏ |
500 |
|
|||||
|
主軸 |
主軸轉速 |
r/min |
80-8000 |
|
||||
|
主軸錐孔 |
|
BT40 |
|
|||||
|
主軸電機功率 |
KW |
7.5/11 |
|
|||||
|
電機 |
x |
NM |
10 |
|
||||
|
Y |
NM |
10 |
|
|||||
|
Z |
NM |
10抱閘 |
|
|||||
|
絲杆 |
X |
mm |
40X12 C3 |
|
||||
|
Y |
mm |
40X12 C3 |
|
|||||
|
Z |
mm |
40X12 C3 |
|
|||||
|
進給 |
X/Y軸快速移動 |
m/min |
24 |
|
||||
|
Z軸快速移動 |
m/min |
12 |
|
|||||
|
切削進給 |
mm/min |
1-10000 |
|
|||||
|
精度 |
X/Y/Z定位精度 |
㎜ |
0.005/0.005/0.005 |
|
||||
|
X/Y/Z重複定位精度 |
㎜ |
0.003/0.003/0.003 |
|
|||||
|
刀庫 |
刀庫容量 |
把 |
16 |
|
||||
|
刀具最大直徑(鄰/空) |
㎜ |
80/160 |
|
|||||
|
刀具最大長度 |
㎜ |
250 |
|
|||||
|
刀具最大重量 |
㎏ |
8 |
|
|||||
|
其他 |
機床淨重 |
㎏ |
5200 |
|
||||
|
外形尺寸 |
㎜ |
2500×2350×2500
|
|
|||||
功能及特點說明:
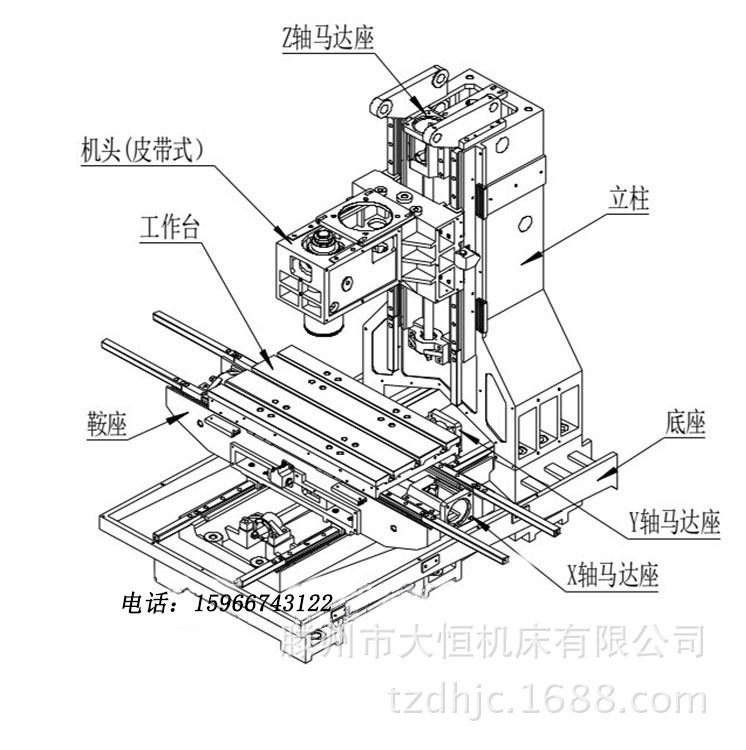
1機床總體布局
VMC系列立式加工中心採用立式框架布局,立柱固定在床身上,主軸箱沿立柱上下移動(Z向)、滑座沿床身縱向移動(Y向)、工作台沿滑座橫向移動(X向)的結構。
床身、工作台、滑座、立柱、主軸箱等大件均採用鑄件均採用樹脂砂鑄件,且經過兩次時效處理消除應力,穩定性好,強度高,確保機床長期使用精度的穩定性,為機床性能的穩定性提供了保障。這些大件均採用Soldworks和Ansys優化設計,提高大件和整機的剛度和穩定性,有效抑制了切削力導致機床的變形和振動。
2拖動系統
X、Y、Z軸導軌副採用導軌均為加寬矩形滑動導軌,並經中頻淬火及精密磨削;滑動導軌面貼覆復合PTFE材料並精密刮研,配合自動強制集中潤滑,減少進給運動的摩擦阻力,減少低速爬行,提高機床精度壽命。
X、Y、Z三軸傳動的滾珠絲杠,採用臺灣專業配套生產廠商HIWIN提供的C3級雙螺母預緊滾珠絲杆,滾珠絲杆兩端軸承採用進口P4級60o接觸角絲杆專用軸承,絲杠支承採用預拉伸結構,大大降低了機床長時間運轉中熱變形對精度的影響。
Z軸伺服電機帶有自動抱閘功能,在斷電的情況下,能夠自動抱閘將電機軸抱緊,使之不能轉動,起到安全保護的作用。

3主軸組
採用臺灣知名品牌高速、高精度、高剛性主軸單元,各重要零部件均經過強化處理;採用世界知名廠牌P4級主軸專用軸承及採用KLUBR NBU15油脂潤滑,整套主軸在恆溫條件下組裝完成后,均經過電腦平衡校正及跑合測試,使得整套主軸的使用壽命長,可靠性高。
主軸在其轉速範圍內可實現無級調速,主軸採用電機內置編碼器控制,可實現主軸定向和剛性攻絲功能。
主軸採用中心吹氣結構,在主軸松刀后迅速用中心高壓氣體對主軸內錐進行清潔,保証刀具夾持的精度。

4刀庫
採用高質量的高質量的16或20把高速自動換刀刀庫,換刀準確,時間短,效率高,經百萬次運轉測試,符合可靠性要求;可選配置斗笠式或圓盤式刀庫,斗笠式刀庫帶有阻尼結構,能減少運動時的衝擊,保証刀庫的使用壽命.

5切削冷卻系統
配備大流量冷卻泵及大容量水箱,充分保証循環冷卻,冷卻泵功率:450W,冷卻泵流量2.5m3/h
主軸箱端面配有冷卻噴嘴,既可以水冷也可以風冷,並且隨意切換,冷卻過程可以通過M代碼或控制面板進行控制。
配置清潔氣槍,用來清潔機床。
6氣動系統
氣動三聯件能夠過濾氣源中的雜質和水分,防止不純淨的氣體對機床部件損傷和腐蝕。電磁閥組通過PLC程序控制,保証主軸松刀、主軸中心吹氣、主軸夾刀、主軸風冷等動作能夠快速準確的完成。
7機床防護
機床採用符合安全標準的防護間,既防止冷卻液飛濺、又保証操作安全、外觀宜人。機床各導軌均有防護罩,防止切屑、冷卻液進入機床內部、使導軌和滾珠絲杠免受磨損和腐蝕。
8潤滑系統
導軌、滾珠絲杠副及支撐軸承均採用中央集中自動稀油潤滑,各個節點配有定量式分油器,定時定量向各潤滑部位注油,保証各滑動面均勻潤滑,有效的減少了摩擦阻力,提高了運動精度,保証了滾珠絲杠副和導軌的使用壽命。
9排屑系統
Y軸分體式防護結構使加工過程中產生的鐵屑直接落到床身上,床身內部大斜面結構使得鐵屑很順利的滑落到水箱中抽屜式排屑盒里,然後定期將裝滿鐵屑的排屑盒抽出進行人工清理,簡單實用而且經濟性好。
10機床工作條件
(1)電源:380V±10% 50HZ±1% 三相交流電
(2)使用溫度:5℃-40℃
(3)最佳環境溫度:15℃-25℃
(4)相對濕度:40-75%
(5)氣源壓力:0.5-0.7Mpa
(6)氣源流量:350L/min
11數控系統功能介紹
KND數控系統是一種高可靠性、高性價比的數控系統,它具有全數字化結構和強大的處理能力,最多可同時控制4個坐標軸和2個主軸。FANUC OI MD數控系統與最新的數字伺服和集成式PMC一起,構成全數字控制系統,具有優秀的動態品質和控制精度。

◆ 硬件配置
控制軸數:X、Y、Z三個坐標軸及一個主軸
聯動軸數:X、Y、Z三軸聯動
顯示器:8.4″彩色LCD顯示器(帶存儲卡接口),可多語言切換
操作面板:全功能數控鍵盤
PMC:內裝式PMC SB7,24000步
CNC用戶存儲器容量:512KB,程序數量400個,用於存儲用戶程序和數據
◆ CNC功能
最小輸入增量:0.001mm,0.001deg,0.0001inch
補償功能:反向間隙補償、存儲型螺距誤差補償、刀具長度補償和刀具半徑補償
進給功能:快速進給、每分鐘進給、反比時間進給、進給倍率、自動加減速、AI先行控制,AI輪廓控制
主軸功能:主軸串行輸出、主軸速度功能、主軸倍率修調、主軸定向
坐標系設定
比例縮放、坐標系旋轉、可編程鏡像
剛性攻絲
◆ CNC編程
編程語言:紙帶代碼(EIA RS244/ISO840)
公制/英制編程
絕對/增量編程及同一程序段中絕對與增量混合編程
極坐標指令編程
外部存儲
10層嵌套子程序調用
鑽削固定加工循環
用戶宏程序B
選擇程序段跳過
自動拐角倍率/減速
倒角/圓角過渡
平面選擇
工件坐標系(G54-G59)
◆ 插補類型
定位、單向定位、準確停止、四坐標聯動、任意兩坐標圓弧插補、進給暫停、螺旋插補(圓弧插補+最多兩軸直線插補)、螺紋切削、同步切削、法線方向控制。
◆ 操作方式
AUTO運行、DNC運行、MDA運行、JOG進給、手動返回參考點、手輪中斷和恢復、空運行、單程序段方式、手輪進給。
◆ 編輯功能
程序段檢索、程序號檢索、後臺編輯、程序保護。
◆ 顯示功能
當前位置顯示、實際切削速度顯示、程序顯示、時鐘顯示、運行時間與部件計數顯示、報警信息顯示、自診斷功能顯示、NC和PLC信號狀態顯示。
◆ 安全保護功能
存儲行程限位監控、緊急停止、靜態監控、速度監控、位置監控、輪廓監控。安全功能還始終監控測量電路,過熱、電壓、內存。
◆ 數據傳輸
通過閱讀機/穿孔機接口實現數據輸入輸出傳送。
通過RS232串行接口或PCMCIA卡實現數據輸入輸出傳送
售后服務及承諾:
(1)機床最終驗收合格之日起,乙方對產品實行三包服務,質保期為12個月,在質保期內對產品實行免費維修。
特別指出:機床運抵甲方后滿12個月,若因甲方原因未進行安裝調試,則保修期滿,乙方不再提供免費安裝調試及維修。
(2)在保修期內,經查証若為用戶原因:裝卸運輸過程、存放時間過長造成機械外觀或內部損坏;操作使用不當、自行拆卸改裝所造成之人為損坏,不在以上免費保修之內,用戶必須支付所有維修、整修費用。
說明:設備由於自然災害造成的損坏不在我公司的保修範圍內。比如:雷擊、水災、火災、地震等情況,以及移機、二次培訓等等。
(3)機床出現故障,得到用戶信息后,能準確判斷故障原因及處理措施的,立即給予答復,如不能立即答復的,在24小時內答復,並儘快派人到現場給予處理,具體時間視零件準備時間長短。
(4)超過保修期后,我公司繼續為用戶提供維修服務,並依據我公司收費標準收取零件成本及服務費用。
(5)驗收合格后,買方未依據合同履約,賣方有權停止售后服務。
(6)買方未付清全款以前,本機台所有權歸賣方所有。










會員信息
| 滕州市大恆機床有限公司 | |
|---|---|
| 國家/地區︰ | 山东省枣庄市 |
| 經營性質︰ | 生產商 |
| 聯繫電話︰ | 15966743122 |
| 聯繫人︰ | 王晨 (銷售) |
| 最後上線︰ | 2016/12/26 |



