林肯MinarcTig EVO焊機

| 型號: | Minarctig |
|---|---|
| 品牌: | 林肯 |
| 原產地: | 美國 |
| 類別: | 電子、電力 / 其它電力、電子 |
| 標籤︰ | 林肯焊機 , 林肯電焊機 |
| 單價: |
¥25551
/ 件
|
| 最少訂量: | 1 件 |
產品描述
林肯MinarcTig Evo是一款緊湊,功率充沛的,具有TIG和MMA兩用的直流電焊機。適用於標準 工業和維修行業,無論使用嵌入式的提把還是肩背帶,這款輕盈但功率強大的機器總可以 輕鬆地被帶到工地。 MinarcTig Evo可以耐受電源電壓的波動並且在野外可以使用發電機及較長的電源線供 電。電源使用了PFC技術,確保單相供電時的電源利用率。IGBT逆變電路的設計提供了 可靠的引弧和焊接性能。
手工電弧焊(MMA)
手工電弧焊時(MMA)焊條熔化后填充到熔池。焊接電流的大小根據焊條直徑的大小和 焊接位置進行設置。電弧形成于焊條頂端和工件之間。熔化的焊條藥皮產生的氣體和藥渣 能對熔化的金屬在填充到熔池的過程以及熔池凝固期間進行保護。凝固后的藥渣會蓋住熾 熱的焊接金屬防止金屬氧化。焊接后藥渣可以用鏨子去除。去除藥渣時應確保眼睛和臉得 到防護。

MMA 焊條 在 MMA 焊接中,必須將焊條與正確的焊機輸出極相連。通常,焊鉗連接到焊機正極,而 焊接電纜連接到焊機負極。 正確調節焊接電流也十分重要,因為正確的焊接電流可使焊條和藥皮正確熔化,實現有效 焊接。下面的列表列舉了適用MinarcTig Evo的焊條直徑的大小和對應的焊接電流。 MMA 焊條和相應的電流設置範圍
TIG 焊接 TIG焊時會在鎢極和工件之間形成電弧。電弧熔化工件形成熔池。惰性氣體由焊槍的噴嘴 噴出保護電弧和鎢針。保護氣需用氬氣,氣流量大約設在8到15升每分鐘。如果需要可以 另外填充適當的焊絲完成焊縫。填充的焊絲是從外部填充到熔池里的。填充焊絲直徑和焊 接電流的大小要根據母材的材料和板厚以及接頭形式和焊接位置。(本包裝不含氣體調節 器,流量計和純氬保護氣。)
TIG 鎢針和氣體噴嘴
在直流 TIG 焊接中,建議使用 WC20(灰色)型鎢針,不過,也可使用其他類型的鎢 針。 鎢針規格(直徑)是根據所使用的焊接電流/功率來選擇的。相對於所用的焊接電流而言 直徑不足的鎢針將會熔化,而鎢針規格過大,則點燃電弧會更困難一些。 一般而言,1.6 mm 的鎢針足以滿足高達 150 A 的電流要求,而 2.4 mm 的鎢針則可滿足 高達 250 A DC 的電流要求。 使用之前,在大約 1.5 倍鎢針直徑位置處將鎢針打磨成一個尖銳的端部。若焊接過程中鎢 針與工件接觸,則將鎢針重新削尖。
功能
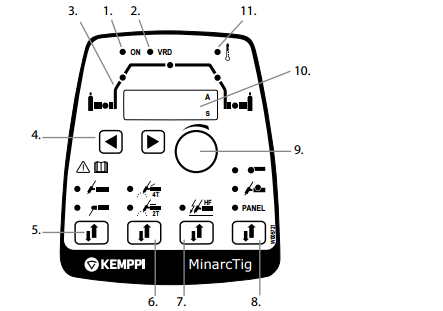
1. 焊機上電綠色指示燈
2. VRD SAFE指示燈綠色常亮表示VRD safe功能開啟紅色常亮表示VRD safe功能關閉
3. 提前送氣/滯后停氣、緩升/緩降和主電流參數指示器。
4. 焊接參數選擇箭頭鍵。
5. 焊接工藝選擇按鈕(MMA 或 TIG)。
6. 2T 或 4T TIG 焊槍開關選擇按鈕。針對短焊縫選擇 2T;針對長焊縫選擇 4T。
7. 引弧方式選擇按鈕。
8. 電流調節選擇:面板控制,TIG焊槍遙控,腳踏開關遙控。
9. 焊接電流和參數值設定旋鈕。
10. 焊接電流和參數值顯示: 時間和安培。
11. 過熱指示燈。 焊機上電 焊機上電后綠色指示燈和主開關將亮起。 焊接時如果達到了焊機的暫載率或者是電源電壓太高或太低,焊機將自動停機,
黃色的過 熱指示燈會亮起。黃燈熄滅表示焊機經過冷卻已經準備好可以焊接了。要確保焊機週圍有 足夠的空間可以使空氣自由流動以便冷卻焊機。 主開關和上電顯示 當主開關打在I位置時,’ON’指示燈將亮起,焊機準備進行焊接。當焊機上電后主開關打 在I時,指示燈將長亮。正常時面板’ON’指示燈常亮綠色。如果焊機被鎖住,指示燈將閃 爍,焊機不能進行焊接。焊機要通過主開關重起。如果指示燈繼續閃爍,請聯繫肯倍維修 部。
設置功能
配置附加功能 此焊機具有一些可使用“SETUP”功能進行選擇和調節的附加功能。若要啟用和禁用此功 能,請同時按兩個箭頭按鈕 (3) 至少 5 秒。 在“SETUP”模式下,顯示屏將顯示要調節的參數的名稱及其數值。使用箭頭按鈕選擇要調 節的參數,並使用控制旋鈕更改參數值。提供了以下參數和參數值:
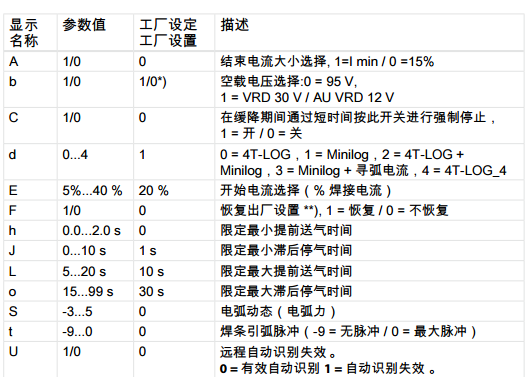
*)還是0是恢復出廠設置要根據焊機所銷售的國家恢復出廠設置不會改變這個參數的值 **)當設置為1退出SETUP時,焊機會進行這項操作。
會員信息
| 廣州市保侖電子有限公司 | |
|---|---|
| 國家/地區︰ | 广东省广州市 |
| 經營性質︰ | 生產商 |
| 聯繫電話︰ | 17881361155 |
| 聯繫人︰ | 王先生 (銷售) |
| 最後上線︰ | 2023/02/14 |






