電弧焊脈衝控制器

| 型號: | MK-03 |
|---|---|
| 品牌: | Sunbow |
| 原產地: | 中國 |
| 類別: | 工業設備 / 其他工業設備 |
| 標籤︰ | 脈衝控制器 |
| 單價: |
-
|
| 最少訂量: | 1 件 |
產品描述
上海宣邦科技、天津大學自行研發的脈衝控制器,是一種電焊機“機頂盒”,可通過電焊機的端子板和多種電焊機方便地連接,如美國LINCOLN DC系列(如DC-400、DC-600、DC-1000等)電焊機等。此種脈衝焊方法可在原有焊接設備的基礎上實現,大大降低了生產成本。

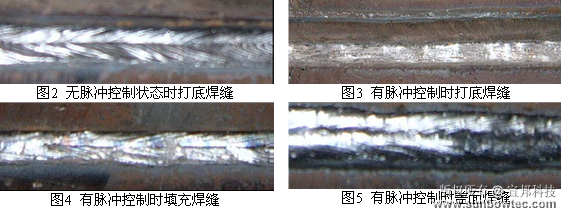
1、脈衝埋弧焊——滿足焊接質量要求的前提下顯着提高焊接速度。
為了在保証電站鍋爐膜式水冷壁拼排焊縫熔深的同時不影響焊接速度,上海鍋爐廠有限公司應用脈衝埋弧焊技術對原有的埋弧焊設備進行了改造,在美國LINCOLN DC-600焊機上添加了該脈衝裝置。生產實踐証明採用脈衝埋弧焊焊接扁鋼厚度小於等於6.5mm的膜式管屏時,焊接速度至少提高30%;焊接扁鋼厚度小於等於9.5mm時,扁鋼兩側不開坡口,仍能滿足熔深要求。焊接效率的提高十分顯着。

圖1 厚度9.5mm不開坡口扁鋼脈衝埋弧焊后的外觀成形
埋弧脈衝橫焊技術在石油儲罐建造中得到成功應用,增加焊接電流15%,焊接成形及內在質量滿足要求。
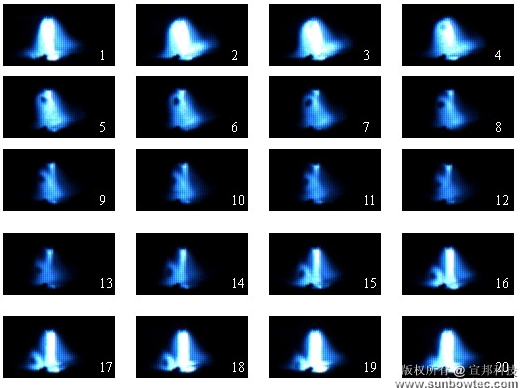
2、脈衝熔化極氣體保護焊——可提高焊接速度且獲得良好的焊縫成形,電弧形態和電壓電流波形如圖6~圖7。
圖6 脈衝熔化極氣體保護焊高速攝影圖片
圖7 實時採集脈衝熔化極氣體保護焊電流電壓波形
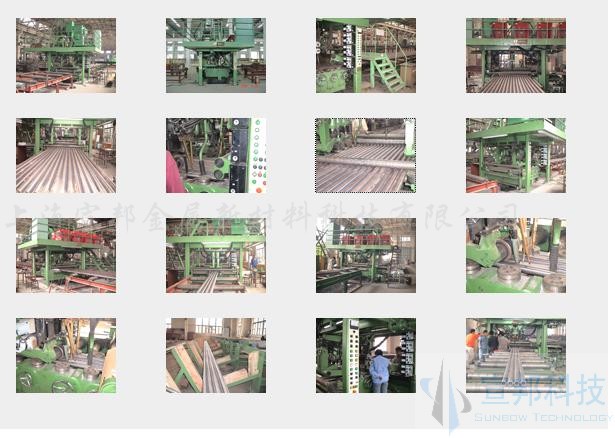
3、應用現場照片
會員信息
| 上海宣邦金属新材料科技有限公司 | |
|---|---|
| 國家/地區︰ | 上海市奉贤区 |
| 經營性質︰ | 生產商 |
| 聯繫電話︰ | 18821208030 |
| 聯繫人︰ | 宣邦 (銷售專線) |
| 最後上線︰ | 2020/03/30 |




