硫化儀

| 型號: | LK-2117 |
|---|---|
| 品牌: | 力控 |
| 原產地: | 中國 |
| 類別: | 電子、電力 / 儀器、儀表 / 試驗機 |
| 標籤︰ | 硫化儀 , 硫變儀 , 硫化試驗機 |
| 單價: |
¥55000
/ 件
|
| 最少訂量: | 1 件 |
產品描述
硫化試驗儀是橡膠加工行業控制橡膠質量,快速檢驗及橡膠基礎研究應用最廣氾的儀器,為橡膠最優化配方組合提供了精確的數據,可精確測出焦燒時間、正硫化時間、硫化指數及最大、最小轉矩等參數。
硫化儀給出橡膠硫化工藝檢測膠料在硫化溫度下的交聯速度隨時間變化的關係曲線.從而確定膠料配方最佳硫化點和選擇合理硫化條件的重要檢測手段
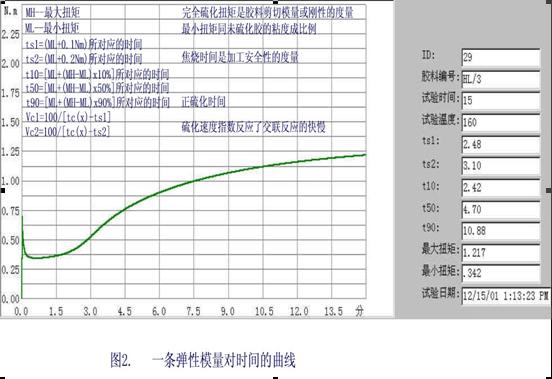
本儀器提供一條彈性模量S’對時間的曲線,這條光滑曲線在理想情況下適用於直接比較試驗.
橡膠試片置於給定溫度和壓力的模腔內,以小角度擺動模腔或轉子,施于試片以剪切應變,擺動模腔(或圓盤)所需的力(扭矩)正比于橡膠的剛性(剪切模量).橡膠試片在硫化過程中形成交聯時,其剛性增加,所記錄的轉矩值或增至平衡值,或增至最大值,於是得到一條完整的硫化曲線,獲得硫化曲線所需要的時間取決于試驗溫度和橡膠試樣.
什麼是硫化?硫化過程怎樣產生?硫化條件如何確定?
硫化過程是橡膠大分子鍵發生化學交聯反應的過程,硫化也就是在加熱條件下,膠料中的生膠與硫化劑發生化學反應,使膠料由線性結構的大分子交聯成為立體網狀結構的大分子,並使膠料的物理機械性能及其他性能有明顯的改善,這一過程稱為硫化,就大多數橡膠制品來說(特別在工業生產中),這種交聯反應的過程是在一定的溫度,時間,和壓力的條件下完成的,這些條件稱為硫化條件,而如何來制定製品的硫化條件,以及如何在生產中使這些已確定下來的條件得以實施,這些就是在硫化工藝中的技術,而硫化儀能方便正確地完成這一工作.
本公司所生產硫化儀性能優越,操作方便,直觀,價格已大眾化,現在逐步得到普及.
智能測控模塊能獨立完成數據採集和溫度控制.
溫度控制採用變結構自適應控制,溫控迅速,溫度穩定,數據採集應用24位A/D轉換和傅立葉變換處理,數據採集精確.智能測控模塊目前在國內外處於領先地位.
智能測控軟件完成將溫度和硫化曲線在電腦的實時顯示和數據存儲于實時數據庫,大量數據可進行檢索,統計,分析.只要電腦硬盤的容量足夠大,試驗數據就能大量永久保存而不會丟失,這對企業的產品質量的提高是相當有益的.
對於具有明顯最大力矩的典型硫化曲線,各種硫化參數都可以從曲線上確定:
1) 起始力矩M0 : 反映試驗開始時膠料的起始粘度;
2) 最小力矩ML: 反映膠料在硫化溫度下的粘度;
最小力矩與膠料可塑性有良好的相關性,與可塑性是負相關,即可塑性大,則最小力矩小,可塑性小, 則最小力矩大
3) 最大力矩MH:為理論上的正硫化時間,代表最大交聯度,取值可以沿最小力矩點作一條與時間軸平行的延線,則從延線到硫化曲線平坦部分之間的間距即為最大力矩,最大力矩顯示了膠料的物理特性,即最大力矩與膠料硬度及定伸有良好的相關性,是正相關最大力矩大則膠料硬度和定伸高
4) 焦燒時間ts1(或t10):膠料在硫化溫度下加熱至出現焦燒的時間.由於橡膠具有熱積累的特性,所以膠料的實際焦燒時間包括操作焦燒時間和剩餘焦燒時間, 操作焦燒時間是指在橡膠加工過程中由於熱積累效應所消耗的時間,它取決于加工程度(如膠料翻煉次數,熱煉程度,壓延,壓出等), 剩餘焦燒時間是指膠料在模型加熱時保持流動性的時間,對於一般的膠料來說,經過不同工藝加工后的膠料剩餘焦燒時間是不同的.
焦燒時間t10=[ML+(MH-ML)x10%]所對應的時間,意即:此膠料已達到10%的
交聯度,已不適應加工了;國際標準採用ts1作為焦燒點:當硫化儀振幅為1°角時,焦燒點用ts1表示,ts1=(ML+0.1NM)所對應的時間;如用3°角時, 則焦燒點用ts2表示, ts2=(ML+0.2NM)所對應的時間.
試驗時轉子(或模腔)振幅大,曲線轉矩也大,但採用大振幅時,膠料硫化后試料與模腔間容易打滑,所以為了防止打滑,目前傾向于採用小振幅進行試驗,另外,轉子污染也是造成打滑的原因之一,且振幅愈小時,乾淨與污染的轉子所繪的硫化曲線比較接近,從這一點上說採用小振幅進行試驗也是比較好的,同時為了試驗的正確性,應經常使轉子(或模腔體)保持清潔.
5) 正硫化時間(最宜硫化時間)t90:代表膠料達到最佳性能狀態時的硫化時間,也是工藝上的正硫化時間,t90=[ML+(MH-ML)x10%]所對應的時間,習慣上,正硫化時間是指抗張強度達到最高點略前的時間,或取定伸曲線迅速下降的那個轉折點,也有以抗張強度最高值的點作為正硫化點的,實際上,從硫化曲線的發展來看,在熱硫化階段中,力矩上升速度很快,隨後則轉為緩慢上升,至出現最大值(或繼續緩慢上升,或轉為下降),也就是說,大部分90%的交聯鍵是在熱硫化階段生成,只有小部分(10%以下)的交聯鍵是在後繼階段生成的,所以從經濟角度來看,一般選用t90作為工藝上的正硫化時間,對於大多數制品來說,選用t90作為正硫化時間,已基本上滿足使用性能的要求.
6) 硫化速率:它是反映硫化反應進行得快慢的一個參數,膠料的硫化速率與配方
中的促進劑品種及用量有關,其取值為t90與t10之差的倒數,在陡峭區域內,硫化曲線的斜率就是兩個點(即t90與t10兩個點)間的力矩差除以時間差.
技術參數:
- 型 號:LK-2117
- 執行標準:GB/T16584 ISO6502
- 控制範圍:室溫--200℃
- 最小顯示:0.1℃
- 升溫速度:15℃/min
- 扭矩量程:0--20NM
- 扭矩最小讀數:0.001NM
- 擺動角數:±0.5℃ ,±1℃ ,±2℃
- 擺動角度:100r/min(1.66HZ)

會員信息
| 東莞市力控儀器科技有限公司 | |
|---|---|
| 國家/地區︰ | 广东省东莞市 |
| 經營性質︰ | 生產商 |
| 聯繫電話︰ | 86-0769-22272099 |
| 聯繫人︰ | 莫慶超 (廠長) |
| 最後上線︰ | 2011/06/10 |

