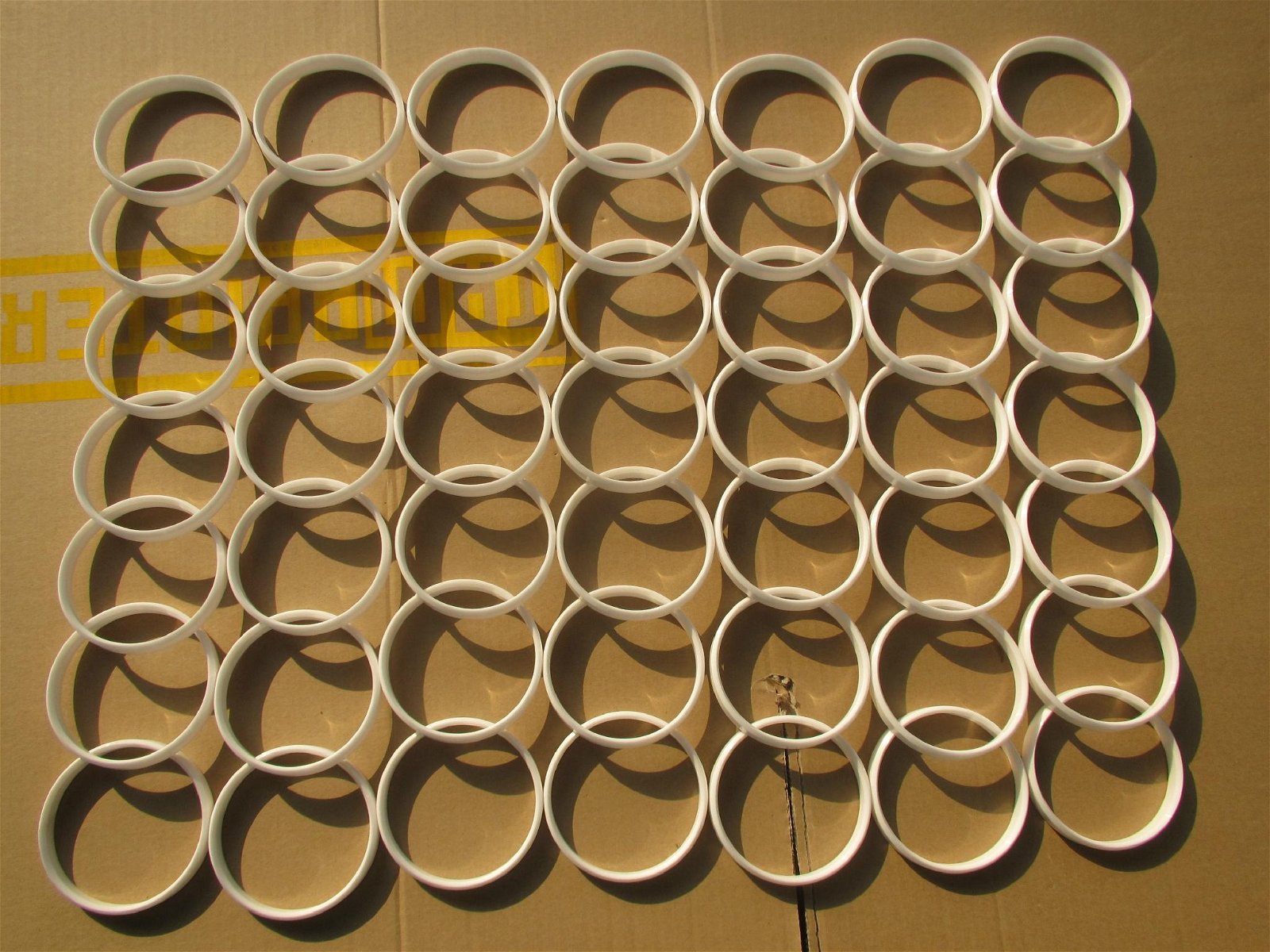
ceramic ring for pad printing parts

| Model: | TM-CR-DS-DB-3 |
|---|---|
| Brand: | tamprinter |
| Origin: | Made In China |
| Category: | Packaging , Printing & Paper / Printing Materials |
| Label: | ceramic ring , pad printer ring , ceramic Scraper |
| Price: |
US $25
/ pc
|
| Min. Order: | 10 pc |
Product Description
Smart print show connotation
Mechanical seal ceramic ring


Category: Scraper
Optional printing machine ceramic ring recommended in accordance with the steps: (oval ceramic ring and tungsten steel ring, multi-color tungsten steel ring is not the election ah)
1, the first choice of scraping knife size: diameter * diameter * high (in order to avoid buying back not installed, do not remember is, it seems, send me a courier is not expensive)
Φ36.5xΦ42.5x6mm
Φ45*Φ40*12mm
Φ43*Φ37*10mm
Φ52*Φ60*12mm
Φ55*Φ45*12mm
Φ64*Φ56*12.2mm
Φ65*Φ60*5mm
Φ65*Φ60*5.2mm
Φ70*Φ60*12mm
Φ78*Φ70*6mm
Φ80*Φ70*12mm
Φ70*Φ65*5.2mm
Φ90*Φ80*12mm
Φ90*Φ82*12mm
Φ94*Φ86*12mm
Φ90*Φ85*8mm
Φ100*Φ90*12mm
Φ110*Φ100*12mm
Φ120*Φ110*12mm
Φ130*120*12mm
Φ140*Φ130*12mm
Φ150*Φ140*12mm
Φ199*Φ189*12mm
Φ200*Φ190*12mm
Φ201*Φ189*16mm
Φ250*Φ240*16mm
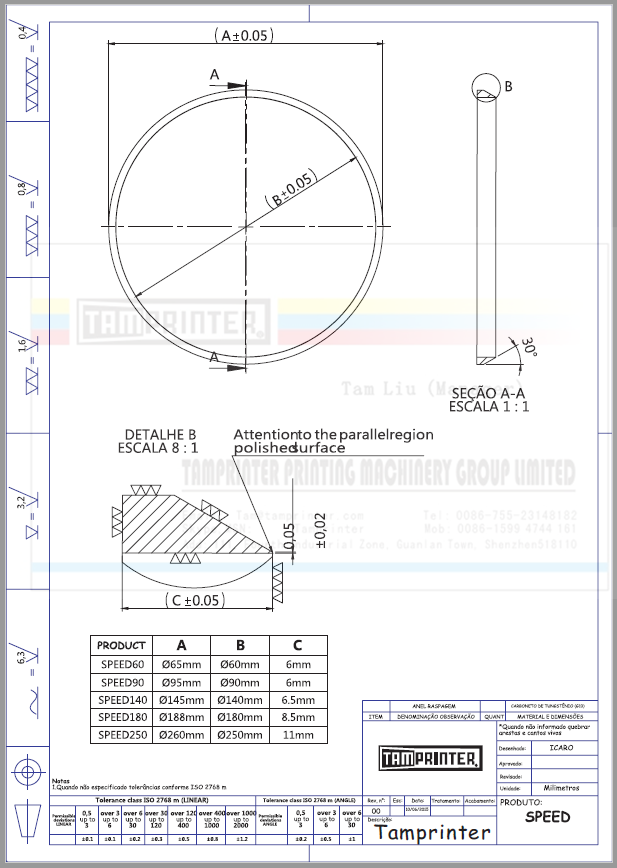
2, then select the ceramic ring knife-edge shape
Refer to the following table

3, if there are special requirements to remember attached to the drawings ah, such as the side of your company designated mark, or tell me the tolerance requirements, this is very few people s ested that as long as can be used.
Note: special specifications can be customized, different specifications are not the same price, please call me and then buy ah, thank you!
Our mold department specializing in the production of printing machine for oil cup knife ring (closed ink with the squeegee knife) is divided into: carbide tungsten steel ring knife) (ceramic knife ring),
We use zirconia ceramic material, with excellent wear resistance, chemical resistance, high temperature and anti-magnetic, etc., can be used in particularly harsh conditions, and does not pollute the material and the environment; the production of ceramic seal ring, printing It is an ideal substitute for other metal products such as stainless steel, hard alloy, molybdenum steel, tungsten steel and so on, which is resistant to wear and chemical resistant parts.
Disadvantages:
1, the ceramic itself is fragile. Moreover, such a sharp knife-edge, ink containing particles, or not dust-free workshop in the dusty roadside workshop production, are easy to bad Oh.
2, tungsten steel ring collapse can also be grinding, ceramic ring gap repair difficult, very few people take this job, because cheap.
You wholesalers, purchasing leaders concerned about the quality of ceramic ring to see over the requirements of the high land of the factory is also very diligent,
For the majority of the use of printing manufacturers to provide a variety of models specifications pure alloy tungsten steel cups scraping knife, the quality of domestic first-class, widely used in various brands of oil cup printing machine scraping system, a large number of long-term supply to the cup shift Printing machine manufacturers, wholesalers, foreign trade companies, and exports to Southeast Asia, the European market, won the customer's favorite and praise.
A large number of customers on our ceramic ring processing technology is very interested in these technical confidentiality is very high, I explain for some of you:
Zirconium oxide is widely used for its excellent high temperature physical and mechanical properties, especially for critical components used in harsh conditions. Since the thermal conductivity of zirconia is low and the thermal expansion coefficient is large, the thermal stability of the zirconia product is poor. It is preferable that the ceramic product obtained from the zirconium oxide raw material composed of the partially stabilized zirconia raw material has the best thermal stability. So the manufacture of zirconia ceramic structure is often used to stabilize the zirconia raw material rather than the whole stable zirconia raw materials. Production of zirconia ceramic structure generally with 3mo1% Y203 stable zirconia ultrafine powder. Below from the two aspects of molding and firing about zirconia ceramic production process.
One, forming
Zirconia ceramic construction methods are currently used more than three: hot die casting, dry pressure molding and isostatic pressing.

1, hot die casting molding
For zirconia structured ceramic miniature products or complex shapes of products. Generally used hot-die casting method. The molding method is relatively simple, particularly suitable for the production of large quantities or complex shape of small and medium-sized products. But the zirconia hot die casting products are prone to cracking, deformation and other defects, it is because the zirconia ceramic slurry particle size is smaller, the powder surface area of large, the preparation of hot-pressed slurry, paraffin and oleic acid plus The amount of people should be significantly higher than other ceramic products, resulting in bulk shrinkage, row of wax prone to cracking, deformation and other defects. Therefore, the preparation of slurry, to master the addition of paraffin and oleic acid and join the way, the design of a reasonable row of wax firing curve and other related process parameters, to avoid the emergence of these defects.
2, dry pressure forming
On the shape of simple, suitable for dry pressure molding of small and medium sized zirconia ceramic products often dry pressure method. Zirconia ceramic dry pressure when the common problem is the product stratification, it is because the zirconia ultrafine powder granulation particles are very fine, so the particles light, poor mobility, dry pressure prone to layered phenomenon. From the production practice that the product layering and molding mold finish and the situation, forming pressure, pressure, pressure and pressure time, release mode, stripping speed are related to the following aspects of the above The influence of factors on dry pressing is described as follows:
A, mold finish and with the situation
Dry pressure on the mold quality requirements are higher, first of all require a certain degree of hardness requirements of the mold. As the zirconia stabilizer particles are very thin, poor mobility, and thus the mold finish requirements are high, if the finish does not meet the requirements, the dry pressure when the material flow, resulting in the emergence of stratification. At the same time, if the mold is not good, the gap is large, due to the zirconia powder fine particles, the powder will die from the mold out of the gap, resulting in mold around the powder less, so that when pressed around can not be compact, Will be due to pressure transmission inconsistency and stratification, so the requirements of the mold with a higher.
B, forming pressure
Molding pressure in the zirconia dry pressing process is more critical, the pressure is too small and too much can not suppress the ideal body. The pressure is too small, then the density of products after burning small, product shrinkage, the degree of compaction of the green body is not easy to appear stratification; and the pressure is too large, the body is also prone to cracks, stratification and demoulding difficulties and so on. The appropriate molding pressure needs to be explored through production practice.
C, pressurized
There are two kinds of pressurization methods: one is single-sided pressure, the other is double-sided pressure. When the single-sided pressure, the pressure at one end of the pressure directly, there is a clear pressure gradient, the worse the flow of powder, the body of the pressure difference is greater, the more prone to stratification. Double-sided pressure, the two sides of the body directly under pressure, so the two ends of the density, the middle density is small, the pressure gradient of the effective transmission distance of one-sided pressure of half, so the density of the body than single-sided pressure to Much more uniform. Therefore, zirconia ceramic dry press molding should adopt double-sided pressure way.
D, pressure and holding time
Pressure and pressure control time can also lead to uneven zirconia blanks and other defects. The speed of the stamping should be slow, such as the pressure is too fast, the body of the gas is not easy to discharge, resulting in the emergence of green body, the surface is dense and loose in the middle, and the existence of bubbles and so on. Such as the holding time is too short, the pressure has not yet reached the depth, the external force has been removed, so that the body is not easy to discharge the gas, it is difficult to get a more ideal body, There are bubbles and other phenomena. While the holding time should be uniform, otherwise it will cause uneven product thickness, resulting in waste.
E, stripping mode and stripping speed
Dry pressure stripping when the general use of tools from the mold out of the body, stripping speed to be uniform and slow, such as attention will cause the body cracking. Practice shows that the mold release tool to be flat, otherwise it will cause uneven body caused by cracking. In short, dry pressure and the above factors are related to several factors, to shape the ideal body, the above aspects should be controlled.
3, isostatic pressing
For the shape of special and large size zirconia ceramic structure, the use of isostatic pressing. Isostatic pressing of the green body due to uniform pressure in each direction, and the pressure is large, so after forming the body density, uniformity, firing shrinkage is small, easy to deformation, cracking, stratification. The molding method can avoid the difficulty of dry packing, especially the formation of thick zirconia products, dry pressure prone to stratification, and isostatic molding can be avoided, so the molding method is to produce zirconia Products commonly used method. But after the hydrostatic molding of the body needs to be processed, it will waste part of the raw materials, and because the body is very hard, processing more trouble, and the processing speed is slow, otherwise the body prone to fracture, production efficiency is not high.
Second, burned
Zirconia at different temperatures, there are three homogeneous shaped body, namely, cubic, monoclinic and tetragonal. The transition temperature of the zirconia crystal is as follows:
From the monoclinic system into tetragonal system with about 7% of the volume change. Heating from monoclinic zirconia to tetragonal zirconia in volume shrinkage; cooling from tetragonal zirconia to monoclinic zirconia volume expansion, this contraction and expansion does not occur at the same temperature, the former about For 1200oC, the latter about 1000oC.
The sintering temperature of zirconia ceramics varies with the preparation method, fineness, the type of additives and the amount of additives, usually between 1500 ~ 1650oC, so the zirconia ceramic has no uniform firing curve, and its suitable firing system To be obtained by firing test. The firing of zirconia ceramics is prone to cracking due to the change in volume, so the choice of firing curve is very important in the firing process of zirconia ceramics. Should pay attention to control the heating rate, especially in its crystal phase transition temperature region, the heating rate to slow down, for heavy tires and large pieces of products should pay attention to the heating rate. In 1100oC above the cooling rate should be controlled, not too fast, otherwise there will be cracking.
Zirconia materials have a variety of excellent properties, especially with the toughening effect, which is widely used as a tough ceramic. It has high toughness, high bending strength, high hardness and wear resistance and other characteristics, but also shows the breadth of the application. It has a wide range of applications in machinery, electronics, petroleum, chemical, aerospace, textile, precision measuring instruments, precision machine tools, bioengineering and medical equipment. The growing popularity of daily-use ceramic tools, but also makes the zirconia ceramic structure began to enter the field of ceramics for daily use. Zirconia structural ceramics as one of the most important applications of zirconia, the current more and more attention, industry prospects.
Ultrasonic machining method of zirconia ceramic material
Zirconia Ceramic Ultrasonic machining is the application of ultrasonic vibration on the tool or the material being processed, the addition of liquid abrasive or paste abrasive between the tool and the workpiece, and the tool is pressed against the workpiece with a small pressure.
Zirconia ceramic processing, due to the existence of ultrasonic vibration between the tool and the workpiece, forcing the working fluid suspended in the abrasive particles with great speed and acceleration continue to impact, polished the surface being processed, plus the processing area of cavitation, Pressure effect, resulting in material removal effect.
Zirconia ceramic ultrasonic processing and other processing methods combined to form a variety of ultrasonic composite processing technology, such as ultrasonic turning, ultrasonic grinding, ultrasonic drilling, ultrasonic thread processing, ultrasonic vibration honing, ultrasonic grinding and polishing.
The ultrasonic compound processing method is more suitable for the processing of zirconia ceramics, and its processing efficiency increases with the brittleness of zirconia ceramic materials.
Researchers have studied the ultrasonic grinding of zirconia ceramic materials, and nearly doubled the processing efficiency of ceramic materials.
In the processing of alumina ceramic and zirconia ceramics, the tool and the workpiece at the same time the application of ultrasonic vibration, so that the processing efficiency increased by 2 to 3 times;
In the drill bit by ultrasonic vibration for deep hole processing, greatly improving the hole surface quality and hole roundness.
The removal rate of zirconia ceramic material grinding and polishing is related to the toughness of zirconia ceramic materials. The higher the toughness of zirconia ceramics, the lower the processing efficiency of zirconia ceramics
See the end of the ah, serve! Remember to pay Oh




Member Information
| SHENZHEN TAMPRINTER PRINTING MACHIN | |
|---|---|
| Country/Region: | Guang Dong - China |
| Business Nature: | Manufacturer |
| Phone: | 15994744161 |
| Contact: | Tam (Manager) |
| Last Online: | 21 Dec, 2024 |




