林肯MinarcTig EVO焊机

| 型号: | Minarctig |
|---|---|
| 品牌: | 林肯 |
| 原产地: | 美国 |
| 类别: | 电子、电力 / 其它电力、电子 |
| 标签︰ | 林肯焊机 , 林肯电焊机 |
| 单价: |
¥25551
/ 件
|
| 最少订量: | 1 件 |
产品描述
林肯MinarcTig Evo是一款紧凑,功率充沛的,具有TIG和MMA两用的直流电焊机。适用于标准 工业和维修行业,无论使用嵌入式的提把还是肩背带,这款轻盈但功率强大的机器总可以 轻松地被带到工地。 MinarcTig Evo可以耐受电源电压的波动并且在野外可以使用发电机及较长的电源线供 电。电源使用了PFC技术,确保单相供电时的电源利用率。IGBT逆变电路的设计提供了 可靠的引弧和焊接性能。
手工电弧焊(MMA)
手工电弧焊时(MMA)焊条熔化后填充到熔池。焊接电流的大小根据焊条直径的大小和 焊接位置进行设置。电弧形成于焊条顶端和工件之间。熔化的焊条药皮产生的气体和药渣 能对熔化的金属在填充到熔池的过程以及熔池凝固期间进行保护。凝固后的药渣会盖住炽 热的焊接金属防止金属氧化。焊接后药渣可以用錾子去除。去除药渣时应确保眼睛和脸得 到防护。

MMA 焊条 在 MMA 焊接中,必须将焊条与正确的焊机输出极相连。通常,焊钳连接到焊机正极,而 焊接电缆连接到焊机负极。 正确调节焊接电流也十分重要,因为正确的焊接电流可使焊条和药皮正确熔化,实现有效 焊接。下面的列表列举了适用MinarcTig Evo的焊条直径的大小和对应的焊接电流。 MMA 焊条和相应的电流设置范围
TIG 焊接 TIG焊时会在钨极和工件之间形成电弧。电弧熔化工件形成熔池。惰性气体由焊枪的喷嘴 喷出保护电弧和钨针。保护气需用氩气,气流量大约设在8到15升每分钟。如果需要可以 另外填充适当的焊丝完成焊缝。填充的焊丝是从外部填充到熔池里的。填充焊丝直径和焊 接电流的大小要根据母材的材料和板厚以及接头形式和焊接位置。(本包装不含气体调节 器,流量计和纯氩保护气。)
TIG 钨针和气体喷嘴
在直流 TIG 焊接中,建议使用 WC20(灰色)型钨针,不过,也可使用其他类型的钨 针。 钨针规格(直径)是根据所使用的焊接电流/功率来选择的。相对于所用的焊接电流而言 直径不足的钨针将会熔化,而钨针规格过大,则点燃电弧会更困难一些。 一般而言,1.6 mm 的钨针足以满足高达 150 A 的电流要求,而 2.4 mm 的钨针则可满足 高达 250 A DC 的电流要求。 使用之前,在大约 1.5 倍钨针直径位置处将钨针打磨成一个尖锐的端部。若焊接过程中钨 针与工件接触,则将钨针重新削尖。
功能
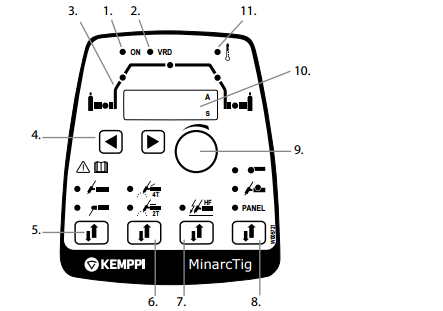
1. 焊机上电绿色指示灯
2. VRD SAFE指示灯绿色常亮表示VRD safe功能开启红色常亮表示VRD safe功能关闭
3. 提前送气/滞后停气、缓升/缓降和主电流参数指示器。
4. 焊接参数选择箭头键。
5. 焊接工艺选择按钮(MMA 或 TIG)。
6. 2T 或 4T TIG 焊枪开关选择按钮。针对短焊缝选择 2T;针对长焊缝选择 4T。
7. 引弧方式选择按钮。
8. 电流调节选择:面板控制,TIG焊枪遥控,脚踏开关遥控。
9. 焊接电流和参数值设定旋钮。
10. 焊接电流和参数值显示: 时间和安培。
11. 过热指示灯。 焊机上电 焊机上电后绿色指示灯和主开关将亮起。 焊接时如果达到了焊机的暂载率或者是电源电压太高或太低,焊机将自动停机,
黄色的过 热指示灯会亮起。黄灯熄灭表示焊机经过冷却已经准备好可以焊接了。要确保焊机周围有 足够的空间可以使空气自由流动以便冷却焊机。 主开关和上电显示 当主开关打在I位置时,’ON’指示灯将亮起,焊机准备进行焊接。当焊机上电后主开关打 在I时,指示灯将长亮。正常时面板’ON’指示灯常亮绿色。如果焊机被锁住,指示灯将闪 烁,焊机不能进行焊接。焊机要通过主开关重起。如果指示灯继续闪烁,请联系肯倍维修 部。
设置功能
配置附加功能 此焊机具有一些可使用“SETUP”功能进行选择和调节的附加功能。若要启用和禁用此功 能,请同时按两个箭头按钮 (3) 至少 5 秒。 在“SETUP”模式下,显示屏将显示要调节的参数的名称及其数值。使用箭头按钮选择要调 节的参数,并使用控制旋钮更改参数值。提供了以下参数和参数值:
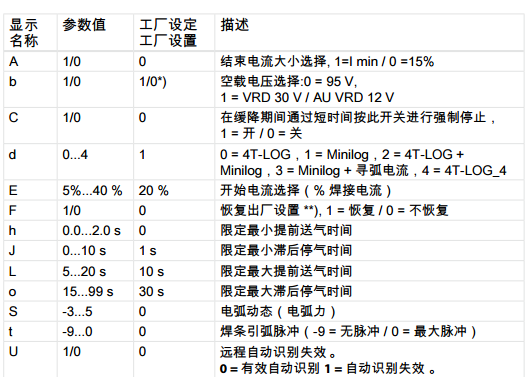
*)还是0是恢复出厂设置要根据焊机所销售的国家恢复出厂设置不会改变这个参数的值 **)当设置为1退出SETUP时,焊机会进行这项操作。
会员信息
| 广州市保仑电子有限公司 | |
|---|---|
| 国家/地区︰ | 广东省广州市 |
| 经营性质︰ | 生产商 |
| 联系电话︰ | 17881361155 |
| 联系人︰ | 王先生 (销售) |
| 最后上线︰ | 2023/02/14 |
该公司相关产品信息
-

林肯MasterTig ACD
-

林肯FastMiG手工焊机
-

林肯MinarcTig焊机
¥2775
-

林肯FastMig X手工焊机
¥12575
-

林肯焊机MinarcMig E
¥12555
-

林肯Mastertig MLS
-

林肯MasterTig手工焊机