模具真空熱處理技術參數工藝案例

| 型號: | - |
|---|---|
| 品牌: | - |
| 原產地: | 中國 |
| 類別: | 工業設備 / 機械五金 / 模具 |
| 標籤︰ | 五金模具 , 塑膠模具 , 壓鑄模具 |
| 單價: |
-
|
| 最少訂量: | - |
產品描述
真空熱處理是指將模具零件置於真空熱處理設備中,進行加熱、保溫和冷卻的工藝方法。其是當前先進的模具熱處理技術之一。隨着模具質量的要求越來越高,一般熱處理難以達到技術要求,模具經真空熱處理后,表面不氧化、不脫碳,淬火畸變小,表面硬度均勻,使用性能得到提高,模具使用壽命普遍增加,一般能提高30%以上,另外真空熱處理可將加工余量(磨削或拋光)縮小1/3~1/2,從而提高了生產效率、降低了模具製造成本。真空熱處理尤其適合於高精密、要求尺寸和性能穩定的模具。模具真空熱處理技術有:真空淬火、真空回火、真空滲碳、真空滲氮、真空滲金屬等。圖1為模具真空熱處理設備,圖2為模具照片。

圖1 模具真空熱處理設備
圖2 模具照片
1.真空熱處理工藝參數
(1)真空度
真空度直接影響到模具表面的粗糙度,從而影響表面質量性能,為防止模具表面的合金元素的揮發,應選擇合理的真空度,合金鋼模具真空加熱時真空度與加熱溫度的對應關係見表1。
表1 真空度與加熱溫度的對應關係
|
加熱溫度/℃ |
≤900 |
1000~1100 |
1100~1300 |
|
真空度/Pa |
≥0.133 |
1.33~13.3 |
13.3~665 |
(2)預熱溫度
當真空熱處理的加熱溫度為1000~1100℃時,在800~850℃進行一次預熱;當加熱溫度超過1200℃時,形狀簡單的模具可在850℃進行一次預熱,較大或複雜的模具則應在500~600℃和800~850℃進行兩次預熱。
(3)保溫
1)加熱溫度。真空淬火的加熱溫度一般取鹽浴爐和空氣爐的下限。真空回火、真空退火、真空固溶處理及真空時效的加熱溫度一般與常規熱處理時的加熱溫度相同。
2)保溫時間。通常情況下真空加熱時間為鹽浴爐的6倍,空氣爐的2倍,經驗公式為τ=KB+T,其中,τ為加熱保溫時間(min),K為保溫時間係數(min/mm),B為模具的有效厚度(mm),T為時間裕量(或稱固定時間)(min)。K值與T值可從表2查出。
表2 模具真空淬火保溫時間的計算參數
|
鋼材 |
保溫時間係數 K/min·mm -1 |
時間裕量 T/min |
備註 |
|
非合金工具鋼 |
1.9 |
5~10 |
560℃預熱一次 |
|
低合金工具鋼 |
2.0 |
10~20 |
560℃預熱一次 |
|
高合金工具鋼 |
0.48 |
20~40 |
560℃預熱一次,800℃預熱一次 |
|
高速鋼 |
0.33 |
15~25 |
560℃預熱一次,800℃預熱一次 |
2.模具的真空淬火
(1)預熱
低合金鋼(40Cr、60Si2Mn等)、中合金鋼(CrWMn、9CrSi、5CrNiMo等)可選擇兩級加熱(如650℃預熱→850℃淬火加熱);高合金鋼(H13、Cr12MoV等)可選擇三級加熱(如650℃預熱→850℃預熱→1030℃淬火加熱)。
(2)加熱保溫時間的選擇
保溫時間既要確保一定量的碳化物充分溶解,提高奧氏體中的合金含量,為二次硬化峰溫度回火時有較明顯的硬度回升提供保証,又不能產生過熱而影響模具質量。
(3)冷卻方式
模具鋼的真空淬火可採用油淬、氣淬、水淬、硝鹽淬火等。合金模具鋼均可實施真空油淬,從而獲得光亮的表面及合理的性能。與氣冷淬火相比,因油冷速度快而容易獲得高的韌性和強度。氣冷淬火可獲得更小的淬火畸變。
真空淬火冷卻方式應根據模具的形狀、材質、尺寸、技術要求等來選擇,具體見表3。
表3 真空淬火冷卻方式的選擇
|
冷卻方式 |
使用範圍 |
|
真空油淬 |
適用於合金工具鋼、高碳高鉻合金鋼、高速工具鋼等模具用鋼,採用專用真空油淬火。真空油淬尤其適合於要求高強韌性的模具 |
|
氣冷 |
為了減少模具畸變,縮短工藝週期,實現清潔熱處理生產,國際上越來越多地使用氣冷淬火。對冷卻速度要求:H13(4Cr5MoSiV1)鋼≥28℃/min,Cr12MoV鋼≥17℃/min 1)0.2MPa真空氣淬:即低壓真空氣淬,其N 2 淬火冷卻壓力最大在0.2MPa,N 2的純度在99.95%(體積分數)以上,一般用於冷速要求不高的高速工具鋼及冷熱作模具鋼 2)0.6MPa高壓氣淬:其N 2 淬火壓力在0.6MPa,一般用於高速工具鋼、高碳高鉻合金鋼、部分合金工具鋼製作模具等淬火 3)1MPa以上超高壓氣淬:一般用於所有高速鋼、熱作模具鋼、冷作模具鋼、Cr13鋼及一些油淬合金鋼。也適用於大、中型模具淬火 |
|
真空水淬 |
用於有色金屬、耐熱合金、鈦合金及碳鋼等的淬火冷卻 |
|
真空硝鹽淬火 |
採用硝鹽進行模具的分級或等溫淬火,可減少模具畸變,避免開裂,防止高強度結構鋼的脫碳等,靜止的硝鹽浴總的冷卻能力與油相當,進行攪拌則可提高鹽浴的冷卻能力,一般使用溫度控制在160~280℃的範圍內 |
實例:H13(4Cr5MoSiV1)鋼制超大型鋁合金壓鑄模(5t),採用Ipsen公司Super Turbo真空爐淬火加熱溫度為1000℃,經充分保溫后,用1.5MPa氮氣淬火冷卻,在400℃停止冷卻進入等溫保持階段,以減少模具畸變避免開裂。最終獲得了優異的力學性能和最小的淬火畸變,具體檢驗結果見表4。
表4 H13鋼模具真空氣淬后的結果
|
項目 |
表面 |
心部 |
|
顯微組織 |
細小 |
細小(在淬火狀態下) |
|
晶粒度/級 |
10~11 |
9 |
|
抗拉強度Rm/MPa |
1287 |
1264 |
|
屈服強度ReL/MPa |
1044 |
1019 |
|
斷後伸長率A(%) |
19.5 |
17.8 |
|
斷面收縮率Z(%) |
52.8 |
49.1 |
|
衝擊吸收功/J |
262,282,279 |
221,239,238 |
(4)真空回火
採用真空爐(如WZH系列單室正壓回火爐)回火的優點:控溫準確、均勻;確保加熱及保溫階段無氧化;可隨爐緩冷,也可充氣快冷。冷卻過程可充入高純度N2或高純度N2與其他還原性氣體的混合氣(如H2),確保冷卻時不氧化、不着色。
回火加熱速度為0.8min/mm,心部到溫后最少保持2h。回火溫度視硬度要求定。第一、第二次回火為強制性,第三次回火視技術要求和最終硬度而定,也可以省去。
(5)常用模具鋼的真空淬火與回火工藝參數見表5。
表5 常用模具鋼的真空淬火與回火工藝參數(GB/T 22561—2008)

(可以點擊放大收看)
3.模具的真空退火
模具(模塊)的真空退火易實現無氧化、無脫碳的熱處理,有利於提高模具表面質量和生產效率,縮短工藝週期,模具表面可達到光亮,顯微組織均勻一致。
(1)普通真空退火工藝
圖3是H13(4Cr5MoSiV1)鋼模塊普通真空退火工藝。模具退火採用真空爐(如WZT系列單室真空爐,極限真空度0.1Pa),將模塊以60℃/h的速度緩慢加熱到870℃,視模塊有效尺寸決定保持時間(2~4h),也可以待到溫后保持0.8min/mm。保溫階段壓力控制在0.1~10Pa。冷卻時可在真空狀態下進行爐冷,當溫度低於500℃時,可充入1× 10 5Pa的高純度N2或高純度N2與其他還原性氣體(如H2)的混合氣進行冷卻,以確保模塊表面無氧化、不着色。經退火后的模塊硬度<235HBW,組織為珠光體+均勻分布的粒狀碳化物。
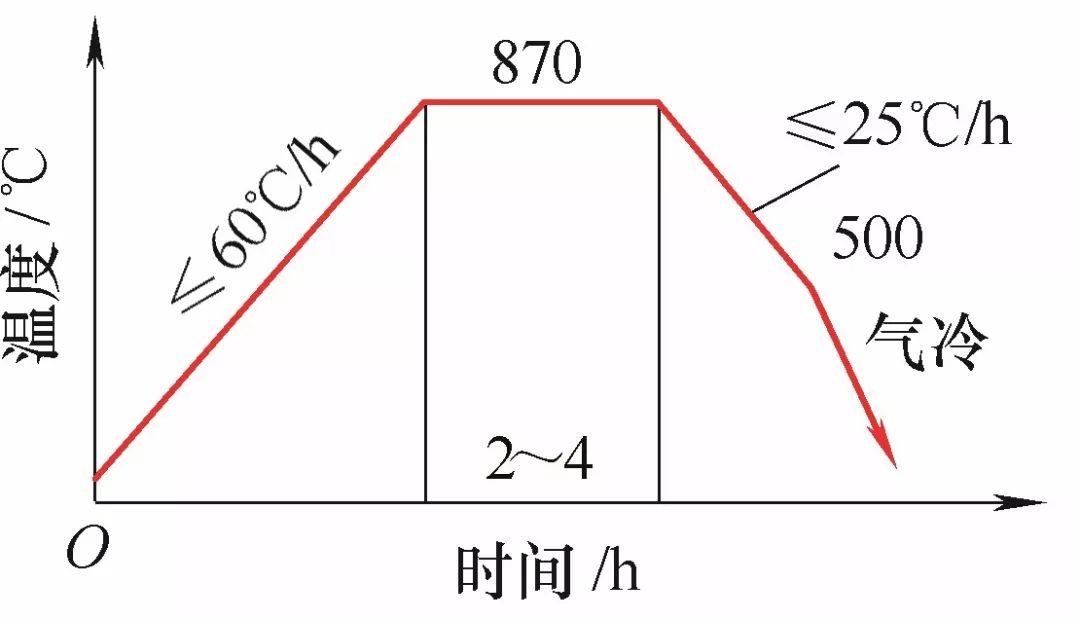
圖3 H13鋼真空退火工藝
(2)H13模具鋼等溫退火工藝
真空爐壓力0.1~10Pa,以≤200℃/h緩慢升至875~890℃並保持2~4h后,快冷至710~740℃保持3~4h,用高純度氮氣冷至100℃以下出爐。
(3)Cr12MoV模具鋼等溫退火工藝
真空爐壓力0.1~10Pa,以≤200℃/h緩慢升至830~870℃並保持2~4h后,快冷至720~740℃保持3~4h,用高純度N2冷至100℃以下出爐。
4.模具的真空滲碳
真空滲碳是將模具在真空爐中加熱到奧氏體化狀態,在滲碳氣氛中滲碳,然後擴散及淬火處理。因模具在真空狀態下加熱,故模具表面十分光潔,適於高的表面質量要求模具的滲碳處理。
實例:65Nb(65Cr4W3Mo2VNb)鋼制挑線連杆擠壓模的真空滲碳。
(1)滲碳介質(體積分數):70%CH4+30%H2。H2作為稀釋氣,CH4(甲烷)為滲碳氣。滲碳設備為內熱式小型真空滲碳爐。模具真空滲碳工藝見圖4。
(2)使用壽命。65Nb鋼制模具經真空滲碳熱處理后,其使用壽命比未經滲碳模具提高2.5倍,比Cr12MoV鋼制模具(常規熱處理)提高7.5倍。

圖4 65Nb連杆擠壓模的真空滲碳工藝
5.模具的真空碳氮共滲
真空碳氮共滲是模具表層在真空爐內處於負壓的加熱狀態下,同時滲入碳、氮元素的化學熱處理工藝,與單一的滲碳相比,模具表面硬度更高,耐磨性更好,同時還具有一定的抗蝕性和更高的疲勞強度。因共滲溫度低,且滲后可直接淬火,奧氏體晶粒比單一滲碳細,因此提高了模具的心部韌性,共滲層組織無晶界氧化現象,模具性能明顯提高。
實例:45鋼、調質預硬鋼P20鋼(3Cr2Mo)制塑料模的真空碳氮共滲。
1)採用WZST-45型雙室真空滲碳淬火爐,其工藝曲線見圖5,碳氮共滲溫度(850±10)℃,預冷至(740±10)℃,並均溫后出爐油淬,壓力為100~800Pa,共滲劑為乙炔和氨氣混合氣。裝爐情況:模具尺寸260mm×200mm×25mm,數量5塊;240mm×180mm×20mm,數量5塊;210mm×150mm×30mm,數量5塊。共計裝爐15塊,質量共計約150kg。
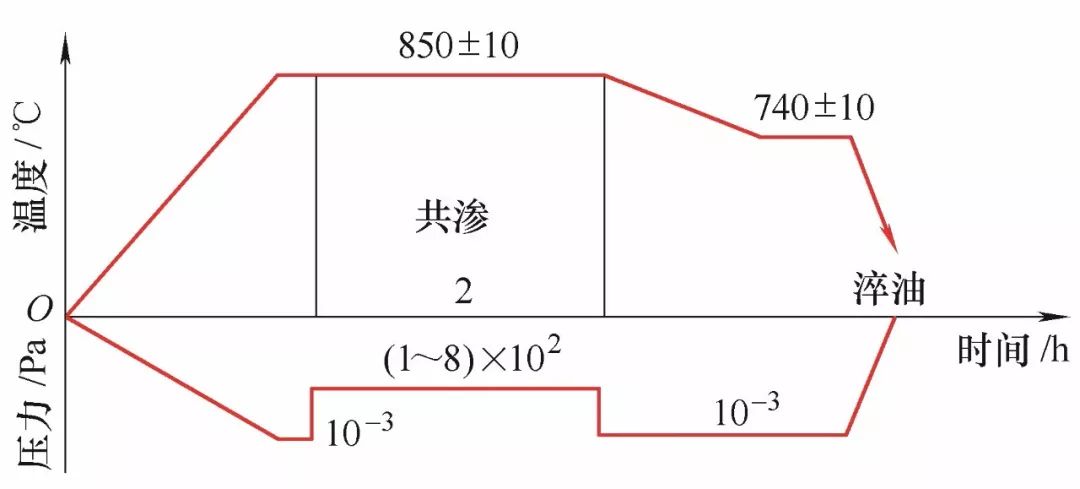
圖5 45鋼、P20鋼模具的真空碳氮共滲工藝
2)45鋼模具碳氮共滲油淬后,其外觀呈均勻的銀灰色,45鋼及P20鋼模具的硬度均可達到62HRC以上,提高了表面硬度,可使P20鋼制模具進入高壽命狀態。45鋼滲碳層深度0.53~0.56mm,有助于提高45鋼模具使用壽命。
6.模具的真空脈衝氮碳共滲
真空脈衝氮碳共滲保留了真空脈衝滲氮的優點,如深孔、盲孔內壁滲層均勻,比真空脈衝滲氮有更好的耐磨性和抗咬合性,而且白亮層少,脆性小,滲層緻密,滲速快,並能承受重負荷和衝擊載荷。
實例:W9Cr4Mo3V鋼制十字槽沖頭的真空脈衝氮碳共滲。
(1)十字槽沖頭在工作時,要承受大的衝擊、壓縮、拉伸和彎曲等應力的作用,失效形式為槽觔疲勞斷裂。原採用T10鋼製造,經常規鹽浴加熱淬火、回火處理后,模具平均壽命為3萬件。
(2)採用W9Cr4Mo3V鋼製造沖頭,經真空加熱淬火、回火和真空脈衝氮碳共滲后,模具壽命提高到近30萬件。真空氮碳共滲採用ZCT65型雙室真空滲碳爐,工作真空度為2.7Pa。
1)真空淬火與回火工藝:830~850℃×3min/mm預熱,1080~1200℃×1~2min/mm加熱后,氣淬油冷;540~580℃×1~2h真空回火。
2)真空脈衝氮碳共滲工藝:共滲劑成分(體積分數):50%丙




會員信息
| 惠州市顺强电子有限公司 | |
|---|---|
| 國家/地區︰ | 广东省惠州市 |
| 經營性質︰ | 生產商 |
| 聯繫電話︰ | 13715334662 |
| 聯繫人︰ | 徐國鳴 (工程師) |
| 最後上線︰ | 2025/03/23 |






