如何改進液壓夾具結構

| 型號: | - |
|---|---|
| 品牌: | - |
| 原產地: | 中國 |
| 類別: | 工業設備 / 機械五金 / 模具 |
| 標籤︰ | 五金模具 , 塑膠模具 , 壓鑄模具 |
| 單價: |
-
|
| 最少訂量: | - |

產品描述
液壓夾具的設計是一個不斷改進的過程,本次我們分享兩項專利方案,分別是飛輪殼三點定心液壓夾具與齒罩液壓夾具的詳細設計與解析。
一、飛輪殼三點定心液壓夾具
針對問題:
目前飛輪殼10序加工夾具定心採用兩處固定導輪,一處彈簧浮動式導輪的定心結構。由於工件毛坯的鑄造批次不同,工件毛坯的尺寸偏差較大,導致工件定位處的孔中心與夾具定位中心產生較大偏差,夾具沒有起到定心的作用,致使后序加工的工件出現孔壁厚度不均現象,偏差過大,出現廢品。
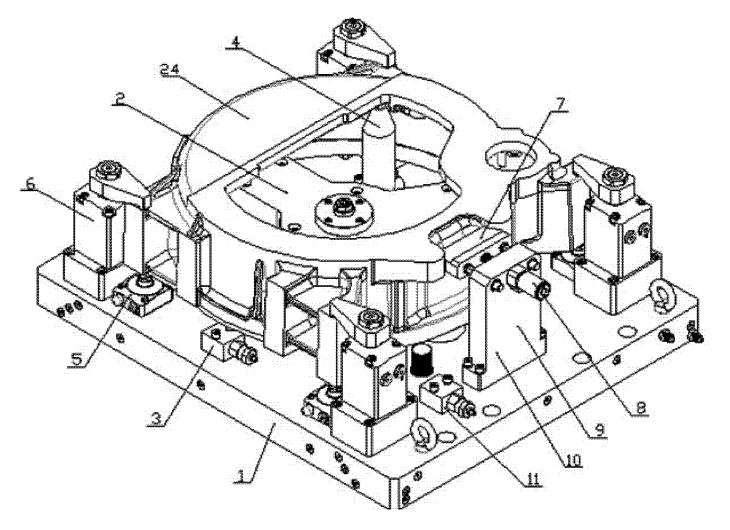 圖1 飛輪殼三點定心液壓夾具
圖1 飛輪殼三點定心液壓夾具
1.夾具底板 2.三點定心組件 3.順序閥 4.支撐柱
5.支撐缸 6.轉角缸 7.角向定位塊 8.拉缸
9.立板 10.角向定位組件11.順序閥 24.工件
技術方案:
為了克服上述缺陷,設計一種飛輪殼三點定心液壓夾具。通過推缸推動3個均勻分布的導杆,使導杆上的定位頭定心。
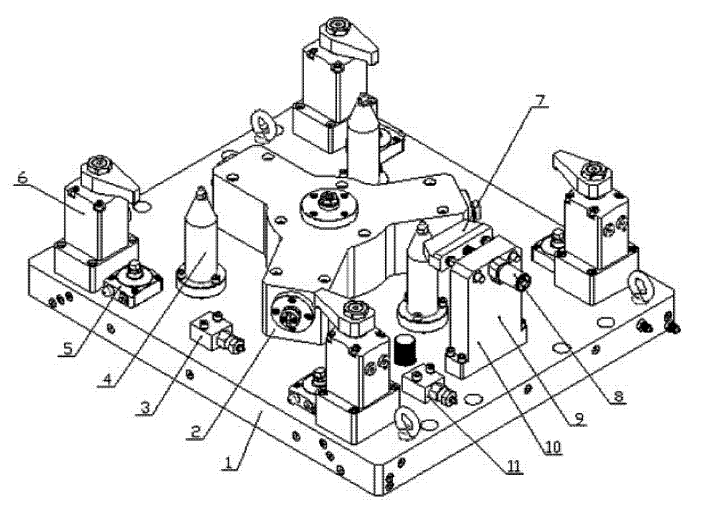 圖2 夾具結構示意圖
圖2 夾具結構示意圖
1.夾具底板 2.三點定心組件 3.順序閥 4.支撐柱
5.支撐缸 6.轉角缸 7.角向定位塊 8.拉缸
9.立板 10.角向定位組件11.順序閥
技術特點:
飛輪殼三點定心液壓夾具,依次包括夾具底板、三點定心組件、順序閥a、順序閥b、支撐柱、支撐缸、轉角缸及角向定位組件等零部件。三點定心組件設置在夾具底板上,通過調整調整墊,使定位頭處在同一圓弧上,通過推缸推動3個均勻分布的導杆,使導杆上的定位頭定心。順序閥、支撐柱、支撐缸、轉角缸設置在夾具底板上。角向定位組件設置在夾具底板上,拉缸設置在立板上與角向定位塊聯接。
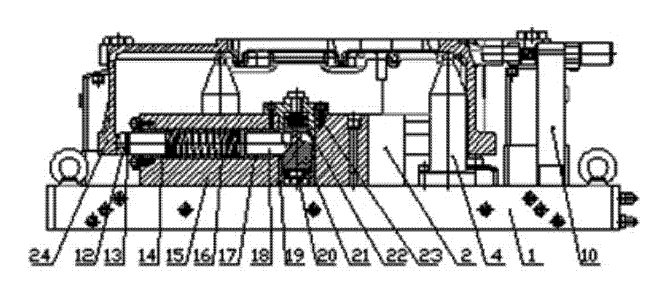 圖3 夾具側視剖面圖
圖3 夾具側視剖面圖
1.夾具底板 2.三點定心組件 4.支撐柱 10.角向定位組件
12.定位頭 13.調整墊 14.定位導套 15.三點定位座
16.彈簧 17.襯套 18.導杆 19.定心套 20.推缸
21.推杆 22.彈簧 23.止推法蘭 24.工件
使用過程:
將工件按角向定位方向將工件放置在支撐柱上,這時使液壓站電磁閥處於中間位置卸荷,角向定位塊插入工件上的槽口定位。油路中通油后,三點定心組件中的推缸推動推杆,使導杆上的定位頭移動,接觸工件定位面實現三點定心定位。之後通過順序閥,支撐缸升起固定。再通過順序閥,轉角缸將工件壓緊。工件加工完后,油路卸壓,這時角向定位組件中的拉缸將角向定位塊拉回,脫離工件。三點定心組件中推缸退回,推杆在彈簧的作用下退回,導杆帶動定位頭在彈簧作用下退回,定位頭脫離工件。
二、齒罩液壓夾具
針對問題:
目前齒罩加工以工件毛坯大孔定位,加工上平面及孔,再選用加工完的兩孔定位加工毛坯打孔,需用兩套夾具完成,且工藝的工序上,成本較高。
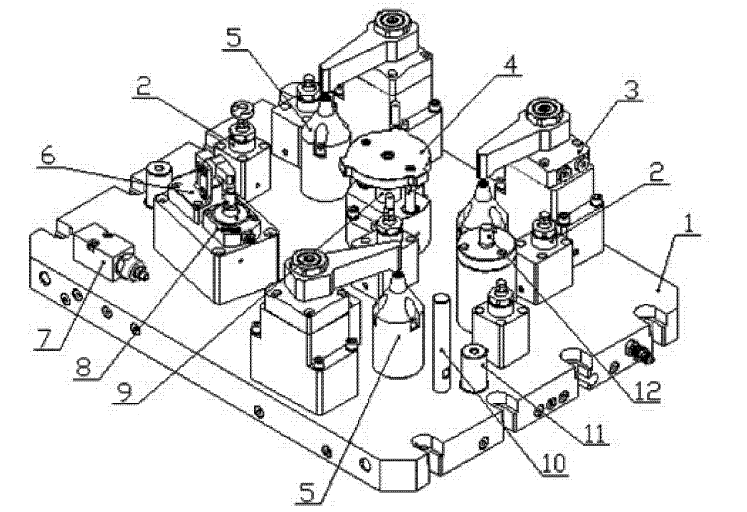 圖4 齒罩液壓夾具結構示意圖
圖4 齒罩液壓夾具結構示意圖
1.夾具板 2.輔支缸 3.轉角缸 4.定位盤組件
5.支撐柱 6.槓桿缸 7.順序閥 8.支撐缸
9.拉缸 10.粗定位杆 11.插銷 12.彈性定位銷
技術方案:
設計一種齒罩液壓夾具,以工件毛坯大孔作為定位孔使用,並在本序中加工該毛坯大孔。工件毛坯大孔定位由定位盤組件及拉缸構成,在工件定位夾緊后,拉缸下拉定位盤脫離定位孔,同時輔支缸頂起並夾緊。
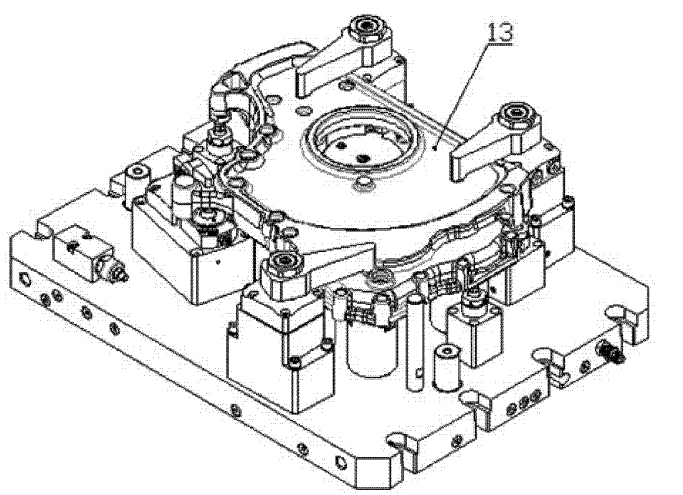 圖5 齒罩液壓夾具帶工件
圖5 齒罩液壓夾具帶工件
技術特點:
拉缸設置在定位盤組件內;輔支缸、轉角缸、定位盤組件、支撐柱、槓桿缸、順序閥、支撐缸、粗定位杆、插銷及彈性定位銷組件等零部件設置在夾具板上;順序閥控制拉缸、槓桿缸及輔支缸下拉及夾緊;插銷控制夾具板與工作台的位置。
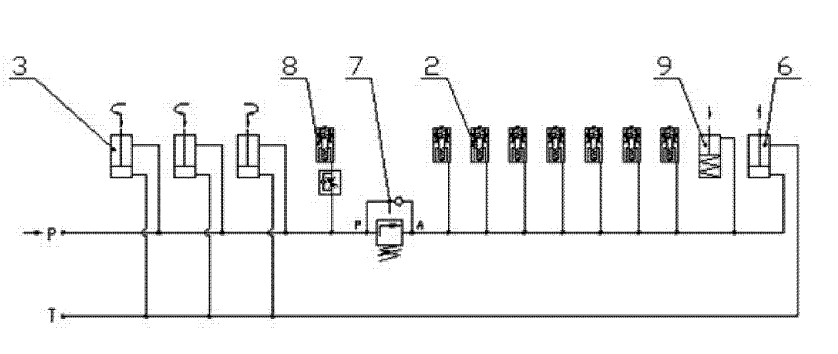 圖6 齒罩液壓夾具液壓原理圖
圖6 齒罩液壓夾具液壓原理圖
2.輔支缸 3.轉角缸 6.槓桿缸
7.順序閥 8.支撐缸9.拉缸
使用過程:
將工件沿夾具板上的粗定位杆把工件放置在支撐柱上,工件上的孔插入定位盤組件及彈性定位銷組件上;轉角缸將工件夾緊,同時支撐缸夾緊,通過順序閥,槓桿缸夾緊,輔支缸頂起夾緊,同時拉缸將定位盤組件上的定位盤下拉,脫離工件。




會員信息
| 惠州市顺强电子有限公司 | |
|---|---|
| 國家/地區︰ | 广东省惠州市 |
| 經營性質︰ | 生產商 |
| 聯繫電話︰ | 13715334662 |
| 聯繫人︰ | 徐國鳴 (工程師) |
| 最後上線︰ | 2023/12/02 |









